-
قالب رسم عميق للعجلات الأمامية والخلفية للسيارات الكهربائية ذات العجلتين
قالب الرسم العميق للعجلات الأمامية والخلفية للس...
-
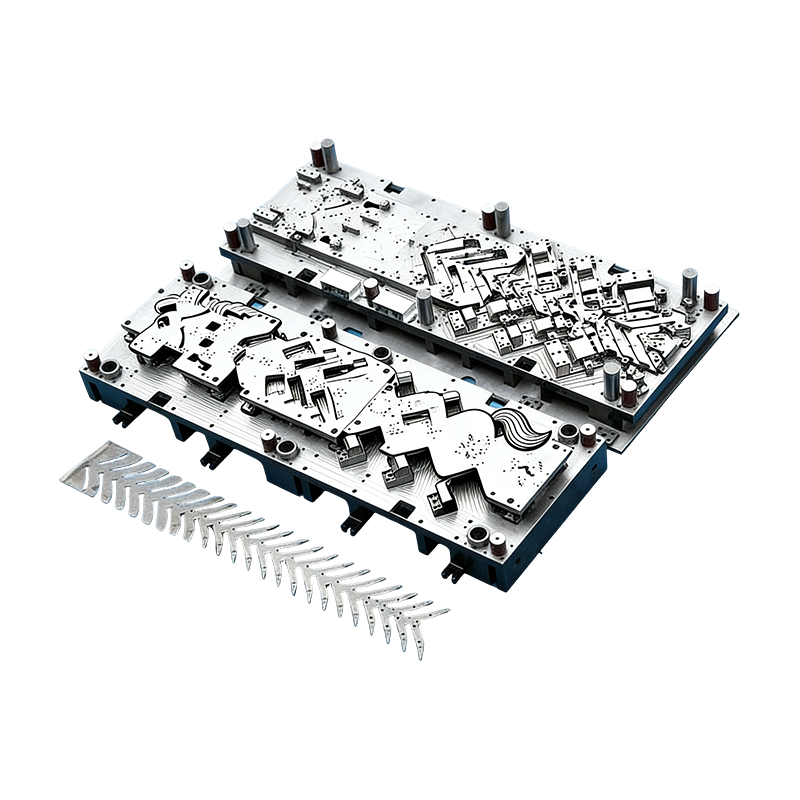
القوالب التقدمية لقطع غيار السيارات
تم تصميم هذا القالب المستمر لغطاء محرك السيارة ...
-
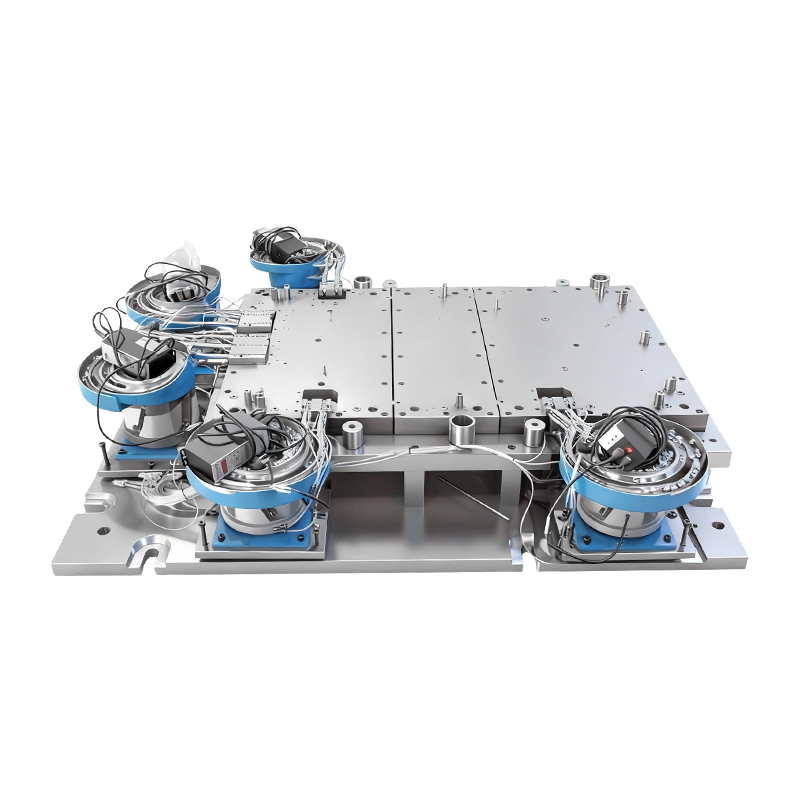
قالب التثبيت التلقائي لقاعدة آلة الكمبيوتر الكبيرة
يتكامل قالب التثبيت الأوتوماتيكي لقاعدة ماكينات...
-
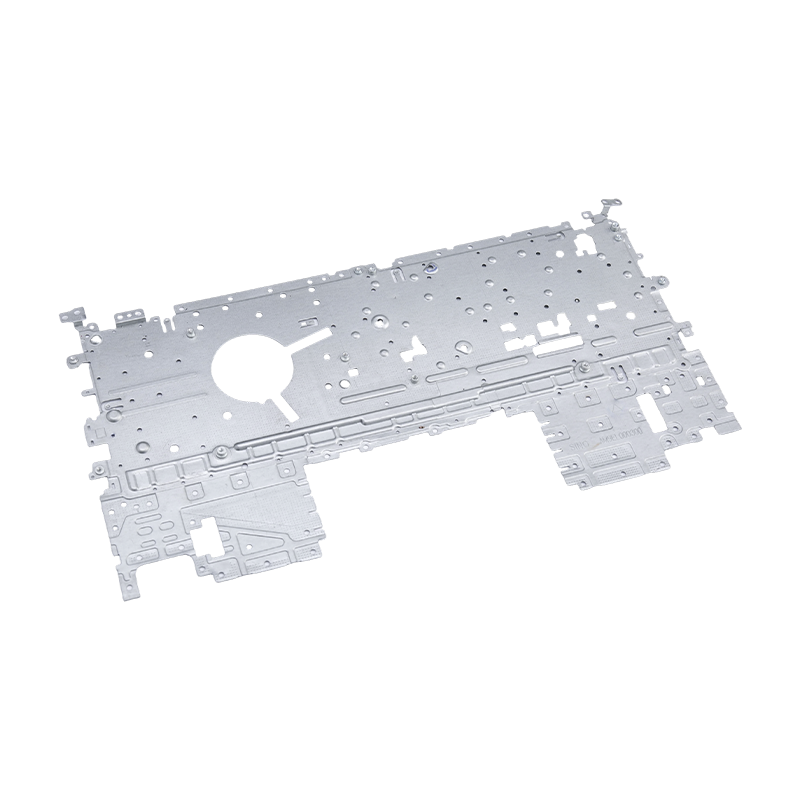
أجزاء ختم الكمبيوتر المحمول
إن أجزاء ختم الكمبيوتر المحمول الخاصة بنا عبارة...
-
أجزاء ختم الفرن الراقية
إن أجزاء ختم الفرن المتطورة لدينا عبارة عن مكون...
-
أجزاء ختم الكمبيوتر الكبيرة الراقية
إن أجزاء ختم الكمبيوتر الكبيرة المتطورة الخاصة ...
أخبار الصناعة
الصفحة الرئيسية / أخبار / أخبار الصناعة / ما الفرق بين قوالب ختم السيارات التقليدية والمُحسّنة للمحاكاة؟
ما الفرق بين قوالب ختم السيارات التقليدية والمُحسّنة للمحاكاة؟
2026-03-02
لماذا أصبحت الفجوة بين القوالب التقليدية والمُحسّنة للمحاكاة مهمة الآن؟
يموت ختم السيارات لقد كانت دائمًا من بين استثمارات الأدوات الأكثر تطلبًا من الناحية الفنية في تصنيع المركبات. يمكن لمجموعة واحدة من القوالب للوحة الهيكل أن تمثل مئات الآلاف من الدولارات في الهندسة والتصنيع ووقت الاختبار - ويتم قياس عواقب سوء التصميم ليس فقط في تكلفة إعادة العمل ولكن في تأخير إطلاق الإنتاج، وزيادة معدلات الخردة، وجودة الأجزاء الضعيفة التي تنتشر من خلال عمليات التجميع النهائية. لعقود من الزمن، اعتمد تصميم القالب على المعرفة التجريبية المتراكمة لصانعي الأدوات ذوي الخبرة: الاختبارات الفيزيائية التكرارية، والتعديلات اليدوية لقوة الحامل الفارغ ورسم هندسة الخرز، والتحسين التدريجي من خلال التجربة والخطأ حتى ينتج القالب أجزاء مقبولة باستمرار.
لم يحدث التحول نحو قوالب ختم السيارات المحسنة للمحاكاة بين عشية وضحاها، ولكن وتيرته تسارعت بشكل حاد حيث أصبحت برامج المركبات أكثر تعقيدًا وأكثر ضغطًا في الوقت نفسه. لقد أدخلت السيارات الكهربائية على وجه الخصوص تحديات مادية جديدة - أغلفة البطاريات المصنوعة من سبائك المغنيسيوم والألمنيوم، والمكونات الهيكلية الفولاذية فائقة القوة، والأشكال الهندسية المعقدة العميقة التي تدفع حدود التشكيل - والتي لا يستطيع النهج التجريبي التقليدي معالجتها بشكل موثوق ضمن الجداول الزمنية المضغوطة للتطوير التي يتطلبها السوق. يعد فهم الاختلافات الملموسة بين تصميم وإنتاج القوالب التقليدية والمُحسّنة للمحاكاة أمرًا ضروريًا للفرق الهندسية التي تقوم بتقييم عمليات تطوير الأدوات الخاصة بهم في عام 2025 وما بعده.
كيف يعمل تطوير قوالب ختم السيارات التقليدية فعليًا
يبدأ تطوير قوالب ختم السيارات التقليدية بهندسة الأجزاء ومواصفات المواد، حيث يقوم مصمم القوالب ذو الخبرة ببناء مفهوم القالب استنادًا إلى قواعد التصميم المعمول بها ومطابقة الأنماط مع الأجزاء المماثلة السابقة. يتم تعريف هندسة المثقاب، والقالب، والحامل الفارغ، ومجموعة القوالب من خلال مجموعة من الصيغ اليدوية، وإرشادات التصميم الخاصة، وحكم المصمم. يتم تقدير الحجم الفارغ باستخدام الأساليب القائمة على المنطقة أو الكشف الهندسي المبسط، ويتم تحديد مواضع رسم الخرز وقوى التقييد بناءً على الخبرة العامة مع أشكال اللوحات القابلة للمقارنة بدلاً من تحليل حالة الإجهاد المحددة في الجزء الحالي.
مرحلة الاختبار الفعلي هي حيث تقوم العملية التقليدية إما بالتحقق من صحة أو كشف قيود هذا النهج. عندما ينتج القالب الأولي أجزاء ذات تجعد في المناطق منخفضة الضغط، أو تشقق في أنصاف أقطار ضيقة، أو ترقق المواد بشكل مفرط في المواقع الهيكلية الحرجة، أو الزنبرك الذي يدفع الهندسة المشكلة خارج نطاق التسامح ± 0.02 مم المطلوب لتجميع لوحة الجسم الدقيقة، فإن الاستجابة هي التدخل المادي: ضبط قوة الحامل الفارغ من خلال إضافات الرقائق، أو تعديل هندسة خرز السحب عن طريق اللحام وإعادة الطحن، أو تغيير معالجة السطح في مناطق الاحتكاك العالي، أو قطع أسطح القالب لتغيير تدفق المعدن الأنماط. يتطلب كل تدخل إجراء تجربة جديدة، وقد تتطلب اللوحات المعقدة عشرات من التكرارات قبل أن ينتج القالب أجزاء مقبولة باستمرار.
إن الآثار المترتبة على تكلفة هذا النهج كبيرة. يعد وقت الاختبار الفعلي على مكبس النقل الكبير أو خط القالب التدريجي باهظ الثمن، ويتراكم العمل الهندسي المطلوب لتشخيص العيوب وتصميم التدخلات وتنفيذ التعديلات بسرعة على اللوحات الصعبة. والأهم من ذلك، أن النهج التجريبي لا يوفر أي ضمان للتقارب - فبعض تصميمات القوالب المستندة إلى الخبرة البحتة تصل إلى المستوى الأمثل المحلي الذي لا يمكن تحسينه دون إعادة تصميم أساسية، وهو الوضع الذي قد لا يصبح واضحًا إلا بعد إجراء استثمار كبير بالفعل في الأدوات المادية.
ما هي تغييرات تصميم القالب المحسّن للمحاكاة في عملية التطوير
يستبدل تطوير قوالب ختم السيارات المحسّنة بالمحاكاة الكثير من دورة التجربة والخطأ المادية بتحليل التشكيل الافتراضي الذي يتم إجراؤه قبل قطع أي معدن. يقوم برنامج تحليل العناصر المحدودة (FEA) بتصميم عملية التشكيل الكاملة - بدءًا من الاتصال الفارغ مع الحامل الفارغ وحتى عمق السحب الكامل - وحساب الضغط والإجهاد وتوزيع السمك وسلوك الصفائح المعدنية في ظل هندسة الأدوات المطبقة وظروف العملية. تحدد مخرجات المحاكاة مواقع العيوب المحتملة: المناطق التي تقترب من منحنى حد التشكيل حيث تكون مخاطر التشقق مرتفعة، ومناطق تراكم إجهاد الضغط حيث سيحدث التجاعيد، ومناطق التخفيف المفرط التي من شأنها أن تؤثر على الأداء الهيكلي أو جودة السطح.
والأهم من ذلك، أن المحاكاة تتيح التحسين البارامتري الذي قد يكون مستحيلًا عمليًا من خلال الاختبار الفعلي. يمكن أن تتنوع قوة الحامل الفارغ عبر نطاقها الكامل الممكن في دقائق من وقت الحساب للعثور على القيمة التي تمنع التجاعيد وتتجنب التشقق في نفس الوقت - أوضاع الفشل المتعارضة التي تجعل معايرة قوة الحامل الفارغ صعبة للغاية في تطوير القالب التقليدي. يمكن تحسين هندسة رسم الخرزة، وموضعها، وقوة التقييد لكل قسم من المحيط الفارغ بشكل مستقل، مع مراعاة مقاومة التدفق المعتمدة على الاتجاه اللازمة لإدارة توزيع المعادن في الأشكال الهندسية المعقدة للألواح غير المتماثلة. يمكن تقييم اختيار المعالجة السطحية - بما في ذلك التشطيبات فائقة النعومة Ra ≥ 0.05μm المطلوبة في مناطق الرسم العميقة - من خلال دراسات حساسية معامل الاحتكاك التي تحدد مدى تأثير تحسينات جودة السطح على نتائج التشكيل قبل الالتزام بعمليات المعالجة والتشطيب التي تحققها.
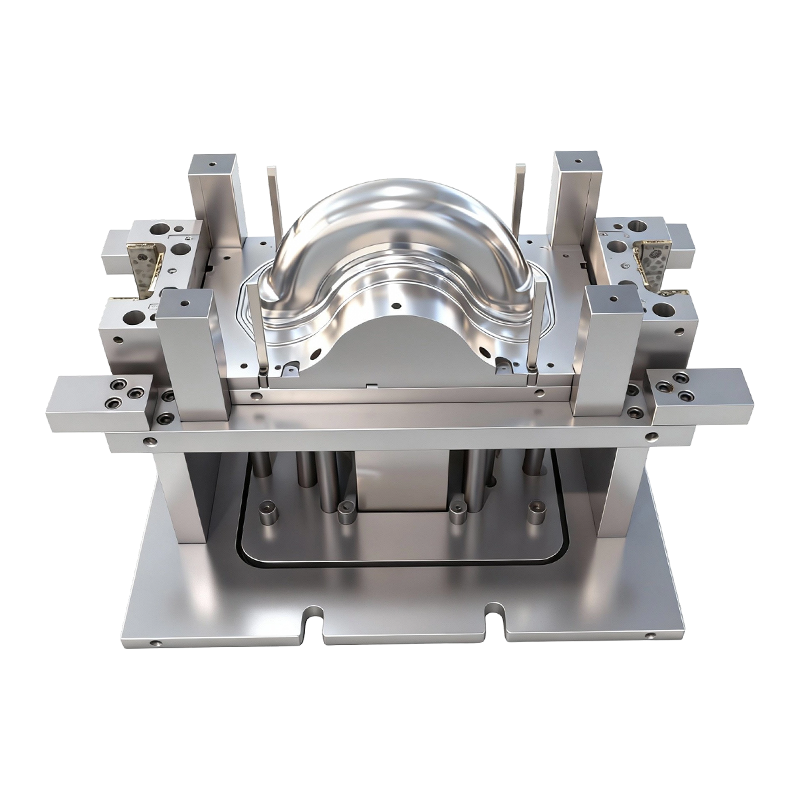
قوالب الرسم العميق لمكونات المركبات الكهربائية: حيث تصبح المحاكاة ضرورية
لقد أدخل التحول في المركبات الكهربائية تحديات تشكيلية تجعل المحاكاة ليست مفيدة فحسب، بل ضرورية من الناحية العملية. تعمل قوالب السحب العميق للمكونات الخاصة بالمركبات الكهربائية - وخاصة أغلفة البطاريات المصنوعة من سبائك المغنيسيوم والألمنيوم مع نسب سحب عميقة تتجاوز 2.5:1 - على حدود ما يمكن أن تتحمله المادة دون فشل. يختلف سلوك حد تشكيل سبائك الألومنيوم بشكل أساسي عن الفولاذ الخفيف وعالي القوة الذي تراكمت حوله عملية تطوير قوالب ختم السيارات التقليدية: يُظهر الألومنيوم قابلية تشكيل أقل وتأثيرات تباين أقوى وحساسية أكبر لمعدل الإجهاد ودرجة الحرارة مقارنة بدرجات الفولاذ التقليدية لألواح الهيكل.
يمكن لأدوات المحاكاة التي تمت معايرتها ببيانات دقيقة لخصائص المواد - بما في ذلك تشكيل منحنيات الحد، ومعاملات تباين الخواص، ومنحنيات إجهاد التدفق المحددة من اختبار توصيف المواد الفيزيائية - التنبؤ بما إذا كانت هندسة القالب المقترحة ستنجح في تشكيل غلاف بطارية من الألومنيوم دون حدوث تشقق في نصف قطر الثقب أو تجعد في الحافة، قبل إجراء أي استثمار في الأدوات. تعد هذه القدرة التنبؤية ذات قيمة خاصة بالنسبة لنسب السحب العميق التي تزيد عن 2.5:1، حيث تضيق نافذة العملية بين أوضاع فشل التجاعيد والتكسير إلى درجة أنه من غير المرجح أن يجد التعديل التجريبي حالة تشغيل مستقرة دون توجيه حسابي منهجي.
يعد التنبؤ بترقق المواد أحد مخرجات المحاكاة المهمة الأخرى لقوالب السحب العميق لـ EV. حددت أغلفة البطاريات ومكونات المركبات الكهربائية الهيكلية الحد الأدنى من متطلبات سمك الجدار بناءً على التحليل الهيكلي ومعايير السلامة. تسمح المحاكاة لمصممي القوالب بالتحقق من أن التخفيف في المناطق الأكثر تمددًا يظل ضمن الحدود المسموح بها عبر النطاق الكامل لتنوع الإنتاج - تبعثر خصائص المواد، وتحمل السماكة الفارغة، وتغير حالة التشحيم - بدلاً من فقط عند نقطة التصميم الاسمية التي تمثلها التجربة المادية.
مقارنة وجهاً لوجه: تطوير قوالب الختم التقليدية مقابل المحاكاة المحسنة
من الأفضل فهم الاختلافات العملية بين النهجين عبر الأبعاد الرئيسية التي تحدد تكلفة برنامج القالب والتوقيت ونتائج الجودة:
| البعد التنموي | النهج التقليدي | نهج المحاكاة الأمثل |
| توقيت اكتشاف الخلل | الاختبار البدني، بعد التصنيع | التحليل الافتراضي، التصنيع المسبق |
| تحسين قوة حامل فارغ | تعديل الرقائق التجريبية | اكتساح FEA البارامترية |
| قدرة المواد الألومنيوم/EV | لا يمكن الاعتماد عليه بنسبة رسم أعلى من 2.0:1 | التحقق من صحة لنسب تتجاوز 2.5:1 |
| إدارة سبرينجباك | تخفيضات تعويضات التجربة والخطأ | توقع وتعويض مسبق في CAD |
| تحقيق التسامح (± 0.02 مم) | مطلوب تكرارات تجريبية متعددة | قدرة الضربة الأولى أعلى بكثير |
| مخاطر توقيت البرنامج | تكرارات عالية للتجربة لا يمكن التنبؤ بها | تم تقليل المشكلات الرئيسية وتم حلها افتراضيًا |
تكامل المراقبة الذكية ودور هياكل القالب المعيارية
لا ينتهي تحسين المحاكاة عند الانتهاء من تصميم القالب وتشكيله. تدمج قوالب ختم السيارات الحديثة بشكل متزايد أنظمة المراقبة الذكية - أجهزة الاستشعار الداخلية التي تقيس توزيع قوة الحامل الفارغ، وأجهزة استشعار الانبعاثات الصوتية التي تكتشف بدء التشققات، وأنظمة الرؤية التي تفحص هندسة الأجزاء بمعدل الضغط - والتي توفر تعليقات في الوقت الفعلي أثناء الإنتاج. تسمح البنية التحتية للمراقبة لمهندسي العمليات باكتشاف الانحراف عن ظروف التشكيل المُحسّنة التي حددتها المحاكاة كنافذة تشغيل مستقرة، مما يؤدي إلى اتخاذ إجراءات تصحيحية قبل زيادة معدلات العيوب وليس بعد تراكم الخردة.
تعمل هياكل القالب المعيارية على زيادة قيمة تحسين المحاكاة من خلال السماح باستبدال مكونات القالب الفردية - التي يتم إدخالها في المواقع الحرجة للتآكل، وقطاعات خرز السحب، ومقاطع الحامل الفارغة - بشكل مستقل عندما يؤدي التآكل إلى تدهور هندستها إلى ما دون التسامح المطلوب للحفاظ على حالة التشكيل المحسنة. بدلاً من إحالة مجموعة قوالب كاملة إلى التقاعد عندما تقترب منطقة واحدة من التآكل، يسمح البناء المعياري بالاستبدال المستهدف للمكونات المتأثرة، والحفاظ على الاستثمار في بنية القالب المتبقية والحفاظ على جودة معالجة السطح - Ra ≥ 0.05μm في مناطق التشكيل الحرجة - التي تعتمد عليها عملية المحاكاة المحسنة لظروف الاحتكاك المتسقة وجودة الجزء.
إرشادات عملية للفرق الهندسية التي تقوم بتقييم المرحلة الانتقالية
يجب على الفرق الهندسية التي تفكر في الانتقال من تطوير قوالب ختم السيارات التقليدية إلى تحسين المحاكاة، تقييم عمليتها الحالية مقابل عدة معايير عملية. تكون الحجة لصالح الاستثمار في المحاكاة أقوى عندما يتضمن البرنامج أيًا من الخصائص التالية التي تتعامل معها الأساليب التجريبية التقليدية بشكل سيئ:
- مواد متقدمة من الفولاذ أو سبائك الألومنيوم عالية القوة حيث تكون الهوامش الحدية للتشكيل ضيقة ويكون لتغير خصائص المواد تأثير كبير على مخاطر العيوب
- تستهدف قوالب السحب العميق نسب سحب أعلى من 2.0:1، خاصة بالنسبة لأغلفة بطاريات السيارات الكهربائية والمكونات الهيكلية المجوفة حيث يتم تحديد حدود تخفيف المواد بإحكام
- ألواح الجسم ذات متطلبات السطح من الفئة A حيث تكون عيوب التجاعيد أو انحراف السطح غير مقبولة من الناحية التجميلية ولا يمكن تحملها حتى مؤقتًا أثناء الاختبار
- البرامج ذات الجداول الزمنية المضغوطة للتطوير، حيث تمثل تكرارات الاختبار الفعلي الممتدة خطرًا غير مقبول على الجدول الزمني
- يموت الإنتاج بكميات كبيرة عندما تكون التكلفة المطفأة لاستثمار المحاكاة ضئيلة مقارنة بمكاسب كفاءة الإنتاج من عملية تشكيل أكثر استقرارًا وقوة
يشمل الاستثمار المطلوب لتنفيذ تطوير قوالب ختم السيارات المحسنة للمحاكاة ترخيص البرامج واختبار توصيف المواد لملء بطاقات مواد المحاكاة الدقيقة وتطوير المهارات الهندسية اللازمة لتفسير نتائج المحاكاة وترجمتها إلى قرارات تصميم قوالب قابلة للتنفيذ. هذه التكاليف حقيقية ولكن يتم استردادها باستمرار من خلال التخفيضات في وقت الاختبار الفعلي، وانخفاض معدلات الخردة أثناء إطلاق الإنتاج، والتخلص من تعديلات القالب المتأخرة التي تمثل بعض التدخلات الأكثر تكلفة في تطوير برامج السيارات. بالنسبة للمنشآت التي تنتج القوالب لكل من ألواح الهيكل التقليدية والمكونات خفيفة الوزن الخاصة بالمركبات الكهربائية، فإن القدرة على المحاكاة ليست طموحًا مستقبليًا، بل هي متطلب تنافسي حالي.

المنشور السابق
ما هي الاختلافات الرئيسية بين الختم الجزئي والأجزاء الإلكترونية القياسية؟
المشاركة التالية
كيف يغير الفولاذ المتقدم عالي القوة صناعة أجزاء ختم السيارات؟
لدينا المنتجات.
ابدأ عملك مع إحدى الشركات المصنّعة للمعدات الأصلية هنا!
تزويد العملاء العالميين بحلول متكاملة جاهزة للاستخدام
من خلال
الابتكار!
روابط سريعة
أخبار
معلومات الاتصال.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
حقوق الطبع والنشر © سوتشو Shuangqisi قوالب المعدات المحدودة جميع الحقوق محفوظة. يموت ختم مخصص مصنعي قوالب ختم المعدن
