-
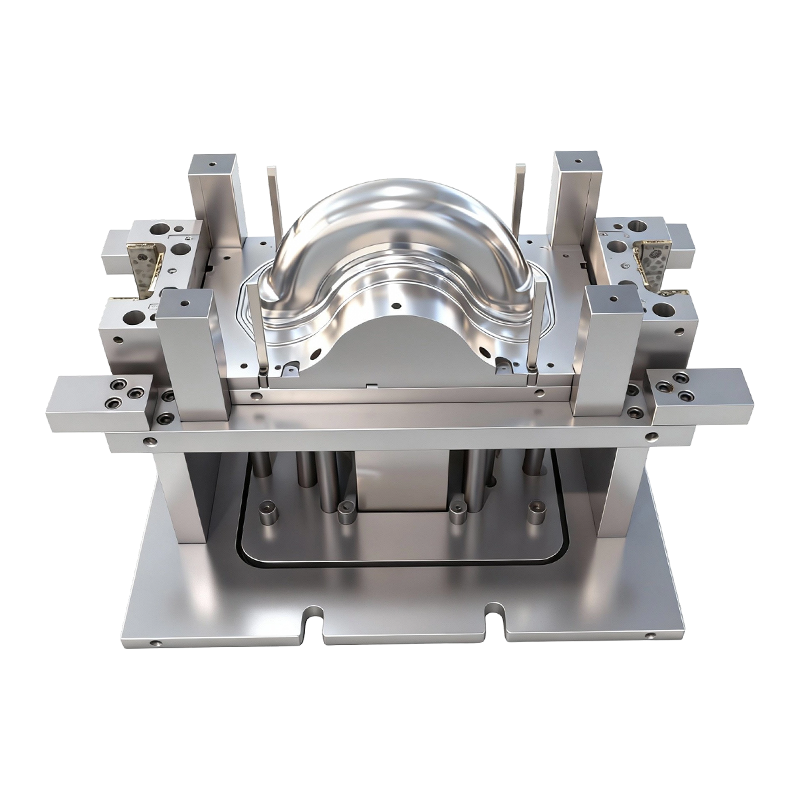
قالب رسم عميق للعجلات الأمامية والخلفية للسيارات الكهربائية ذات العجلتين
قالب الرسم العميق للعجلات الأمامية والخلفية للس...
-
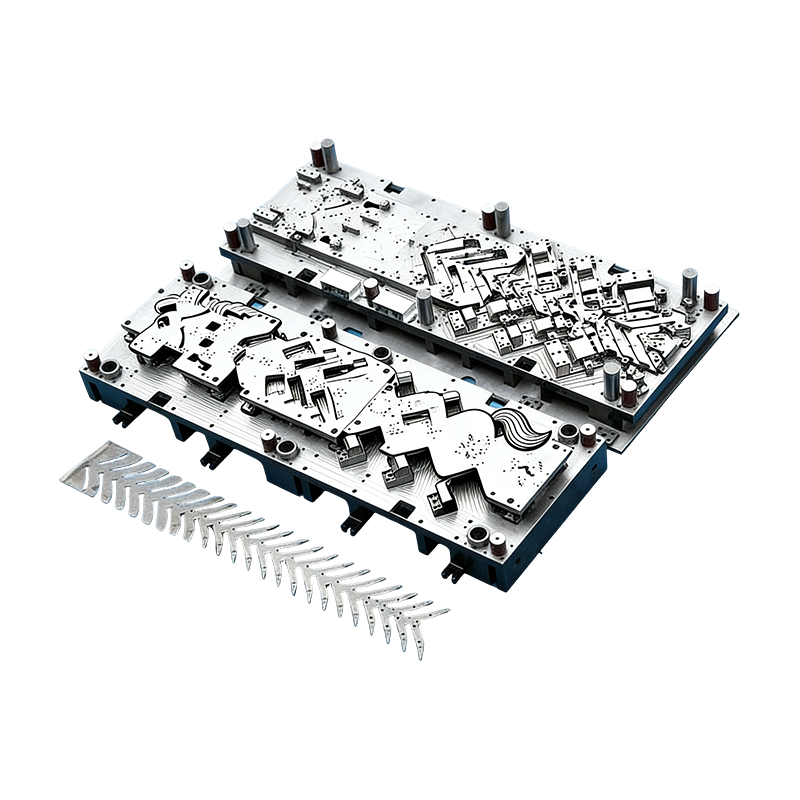
القوالب التقدمية لقطع غيار السيارات
تم تصميم هذا القالب المستمر لغطاء محرك السيارة ...
-
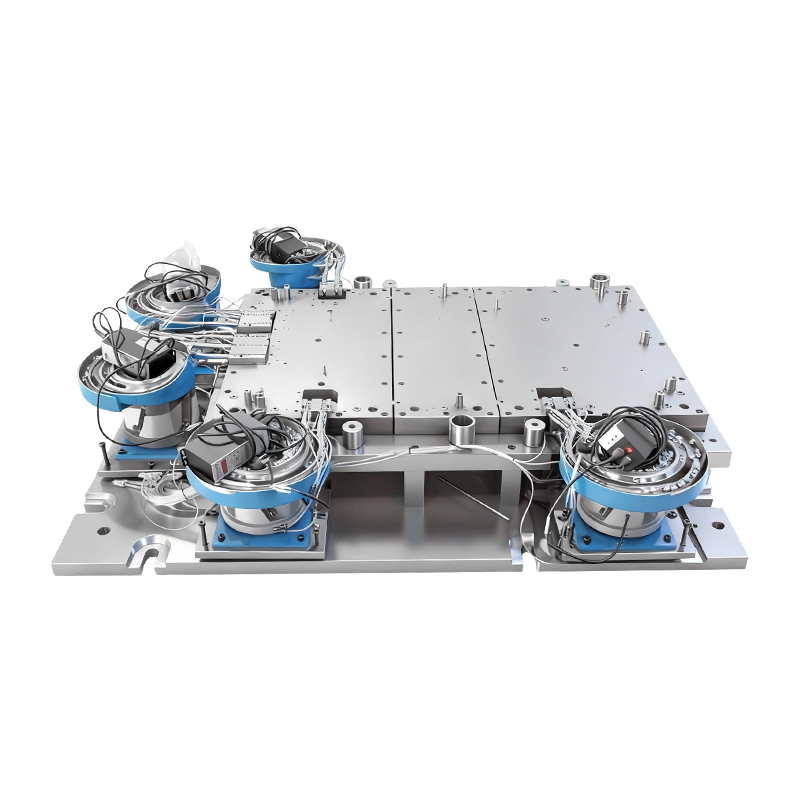
قالب التثبيت التلقائي لقاعدة آلة الكمبيوتر الكبيرة
يتكامل قالب التثبيت الأوتوماتيكي لقاعدة ماكينات...
-
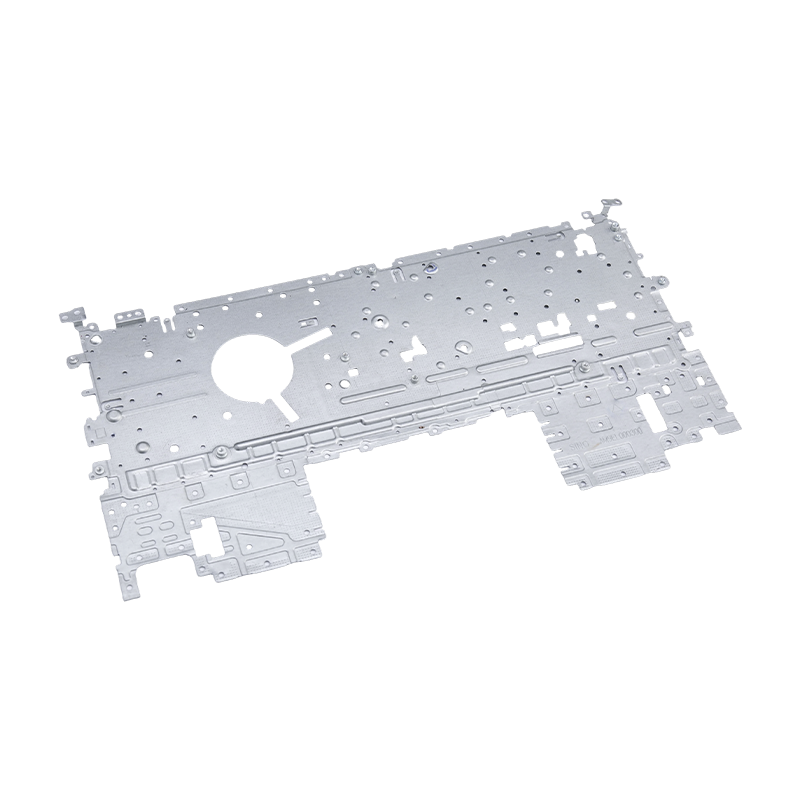
أجزاء ختم الكمبيوتر المحمول
إن أجزاء ختم الكمبيوتر المحمول الخاصة بنا عبارة...
-
أجزاء ختم الفرن الراقية
إن أجزاء ختم الفرن المتطورة لدينا عبارة عن مكون...
-
أجزاء ختم الكمبيوتر الكبيرة الراقية
إن أجزاء ختم الكمبيوتر الكبيرة المتطورة الخاصة ...
أخبار الصناعة
الصفحة الرئيسية / أخبار / أخبار الصناعة / ما هي الاختلافات الرئيسية بين الختم الجزئي والأجزاء الإلكترونية القياسية؟
ما هي الاختلافات الرئيسية بين الختم الجزئي والأجزاء الإلكترونية القياسية؟
2026-03-09
فهم أجزاء الختم الإلكتروني ودورها في الإلكترونيات الحديثة
أجزاء الختم الإلكتروني هي مكونات معدنية دقيقة يتم تصنيعها من خلال عملية ختم تقدمية أو نقل يتم فيها تشكيل الصفائح المعدنية المسطحة أو مخزون الملفات بشكل تدريجي، وتثقيبها، وثنيها، وتشكيلها بواسطة مجموعات قوالب صلبة لإنتاج أجزاء نهائية ذات تفاوتات أبعاد ضيقة. تشكل هذه المكونات الأساس الهيكلي والكهربائي لكل جهاز إلكتروني يتم إنتاجه تقريبًا اليوم - بدءًا من الهواتف الذكية الاستهلاكية وأجهزة الكمبيوتر المحمولة وحتى وحدات التحكم في السيارات والمزروعات الطبية وأجهزة الاستشعار الصناعية. تشمل الفئة مجموعة كبيرة ومتنوعة من أنواع المكونات بما في ذلك الأطراف، والموصلات، والدروع، والأقواس، والاتصالات، وإطارات الرصاص، وموزعات الحرارة، وعناصر الزنبرك، وكلها تشترك في السمة المشتركة المتمثلة في تشكيلها من صفائح معدنية بدلاً من تشكيلها من مخزون صلب أو صبها من المعدن المنصهر. ضمن الكون الواسع لأجزاء الختم الإلكتروني، يمثل التمييز بين الختم الجزئي والختم القياسي أحد الخطوط الفاصلة الأكثر أهمية من الناحية العملية في القدرة على التصنيع، ومتطلبات العملية، وملاءمة تطبيق الاستخدام النهائي.
تحديد أجزاء الختم الإلكتروني القياسية: الأبعاد والقدرات
تحتل أجزاء الختم الإلكترونية القياسية الأرضية الوسطى الواسعة لصناعة الختم، وتشمل المكونات ذات الأحجام المميزة وسمك المواد التي يمكن لأدوات القالب التقدمية التقليدية ومكابس الختم القياسية إنتاجها بشكل موثوق بكميات كبيرة. من الناحية العملية، يتم عادةً إنتاج أجزاء الختم الإلكترونية القياسية من الصفائح المعدنية بسماكة تتراوح من حوالي 0.15 مم إلى 3.0 مم، مع ثقوب مثقوبة، وميزات مشكلة، وأنصاف أقطار انحناء يتم تحديد أبعادها بأعشار المليمتر بدلاً من الميكرونات. تقع تفاوتات الأبعاد في أجزاء الختم الإلكترونية القياسية بشكل عام في نطاق ±0.05 مم إلى ±0.1 مم، ويمكن تحقيق ذلك باستخدام الأدوات التقليدية التي يتم صيانتها جيدًا على معدات الضغط التي تتراوح من وحدات الطاولة بوزن 25 طنًا إلى مكابس النقل بوزن 400 طن للمكونات الأكبر.
نطاق المواد لأجزاء الختم الإلكتروني القياسية واسع ويتضمن الفولاذ المدرفل على البارد، والفولاذ المقاوم للصدأ من درجتي 301 و304، وسبائك النحاس مثل النحاس C110، وC194، وC260، وسبائك الألومنيوم 1100 و3003، وفضة النيكل. يتم تطبيق خيارات التشطيب السطحي بما في ذلك الطلاء الكهربائي بالقصدير أو النيكل أو الفضة أو الذهب بشكل روتيني على أجزاء الختم الإلكتروني القياسية لتحقيق مقاومة التلامس ومقاومة التآكل وخصائص قابلية اللحام المطلوبة لدوائرها المحددة أو وظيفتها الميكانيكية. يمكن أن تتراوح أحجام الإنتاج لأجزاء الختم الإلكتروني القياسية من آلاف إلى مئات الملايين من القطع سنويًا، مع أدوات القالب التقدمية التي تتيح معدلات دورة تتراوح من 100 إلى 800 ضربة في الدقيقة اعتمادًا على تعقيد الجزء وحجم المكبس.
ما الذي يحدد الختم الجزئي وأين يختلف عن الممارسة القياسية
يدخل الختم الدقيق إلى الصورة عندما تتجاوز متطلبات الأبعاد لأجزاء الختم الإلكتروني ما يمكن أن توفره الأدوات القياسية وضوابط العملية بشكل موثوق. على الرغم من عدم وجود عتبة متفق عليها عالميًا، فمن المفهوم عمومًا أن الختم الجزئي يبدأ عندما يقل سمك المادة عن 0.1 مم، عندما تقترب أحجام الميزات المثقوبة أو تتجاوز نسبة 1: 1 مع سماكة المادة (أي أن أقطار الثقب تساوي أو أصغر من سماكة الورقة التي يتم تثقيبها)، أو عندما يتم قياس أبعاد الجزء الإجمالي بالمليمترات المكونة من رقم واحد مع تشديد التفاوتات إلى ± 0.005 مم إلى ± 0.02 مم. على هذا النطاق، تتطلب القوانين الفيزيائية التي تحكم تشوه المعدن، وتآكل الأدوات، وديناميكيات الضغط أساليب مختلفة بشكل أساسي لتصميم القالب، واختيار الضغط، والتحكم في العمليات، وفحص الجودة مقارنة بإنتاج أجزاء الختم الإلكترونية القياسية.
إن التوجه المستمر لصناعة الإلكترونيات نحو التصغير هو القوة الأساسية التي تعمل على توسيع سوق أجزاء الختم الإلكتروني المختومة بشكل دقيق. تتطلب موصلات الهواتف الذكية، ومكونات أدوات السمع، وأغطية المستشعرات القابلة للارتداء، وجهات الاتصال الخاصة بجهاز تنظيم ضربات القلب، وتغليف جهاز MEMS، وإطارات الرصاص IC ذات الطبقة الدقيقة، ميزات مختومة بشكل دقيق لا يمكن ببساطة إنتاجها وفقًا للمواصفات باستخدام أساليب الختم التقليدية. لقد اتسعت الفجوة بين ما يمكن أن يحققه الختم القياسي والختم الجزئي مع تسارع عملية تصغير الأجهزة، مما يجعل التمييز بين هاتين الفئتين ذا أهمية تجارية وتقنية متزايدة.
تصميم الأدوات وبناء القوالب: حيث تكون الاختلافات أكثر وضوحًا
تختلف أدوات القالب المستخدمة لإنتاج أجزاء الختم الإلكتروني المختومة بشكل دقيق عن الأدوات القياسية في كل جانب تقريبًا من جوانب التصميم ومواصفات المواد وعملية التصنيع. يتم إنشاء القوالب التقدمية القياسية لأجزاء الختم الإلكتروني من درجات فولاذ الأدوات مثل D2 أو M2 أو DC53، مع ضبط خلوص التثقيب والقالب عادةً على 5-10% من سمك المادة لكل جانب. في الأبعاد القياسية، يمكن تحقيق هذه الخلوصات باستخدام معدات الطحن التقليدية CNC ومعدات قطع الأسلاك EDM، ويمكن للأدوات الناتجة إنتاج ملايين الأجزاء قبل الحاجة إلى إعادة التهيئة.
تتطلب قوالب الختم الدقيق لأجزاء الختم الإلكترونية المصغرة خلوصًا يتم قياسه بميكرونات أحادية الرقم - أحيانًا ما يصل إلى 1-3 ميكرون لكل جانب للحصول على أفضل الميزات - تتطلب مكونات القالب المصنعة على آلات طحن فائقة الدقة ومعدات EDM الشخصية القادرة على تحمل تفاوتات تبلغ ± 0.001 مم أو أفضل. يمكن أن تكون أقطار التثقيب للميزات المختومة بشكل دقيق صغيرة مثل 0.05 مم، وعند هذا المقياس يكون التثقيب هشًا ميكانيكيًا وعرضة للانحراف تحت القوى الجانبية المتولدة أثناء التثقيب. يقوم مصممو القالب بالتعويض من خلال ترتيبات شجيرة التوجيه التي تدعم الثقب بالقرب من وجه القطع، وتقليل أطوال إدخال القالب التي تقلل من طول الثقب غير المدعوم، ومحاذاة التثقيب إلى القالب التي يتم التحكم فيها والتي يتم تحقيقها من خلال أعمدة التوجيه الأرضية الدقيقة والبطانات ذات الخلوص على مستوى الميكرون.
تعد أدوات الكربيد - على وجه التحديد درجات كربيد التنجستن المختارة لمزيجها من الصلابة والمتانة وقوة الضغط - إلزامية بشكل أساسي لإنتاج أجزاء الختم الإلكتروني المختومة بشكل دقيق. إن معدل تآكل فولاذ الأداة بأبعاد الثقب الصغيرة الحجم من شأنه أن يجعل الأدوات غير قابلة للتطبيق اقتصاديًا خلال فترة إنتاج قصيرة. توفر قوالب الكربيد، على الرغم من أن تصنيعها أكثر تكلفة بكثير من نظائرها من الفولاذ، مقاومة التآكل وثبات الأبعاد اللازمة للحفاظ على حجم الميزة وجودة الحافة عبر ملايين الضربات المطلوبة لإنتاج أجزاء ختم إلكترونية مختومة بشكل دقيق وفعالة من حيث التكلفة.
متطلبات المعدات الصحفية ومراقبة العمليات
تختلف معدات الضغط المستخدمة لأجزاء الختم الإلكتروني المختومة بشكل كبير عن مواصفات مكابس الختم القياسية. يتحمل إنتاج أجزاء الختم الإلكترونية القياسية درجة من انحراف إطار الضغط، وتباين توازي الشريحة، والاهتزاز الديناميكي الذي قد يكون كارثيًا على النطاق الصغير. تم تصميم مكابس الختم الدقيق وفقًا لمواصفات توجيه الشرائح الأكثر إحكامًا - عادةً 0.003 مم أو توازي أفضل - باستخدام موجهات انزلاقية هيدروستاتيكية أو محامل أسطوانية دقيقة تحافظ على ارتفاع إغلاق ثابت بغض النظر عن التحميل اللامركزي من الأشكال الهندسية غير المتماثلة للأجزاء.
توفر مكابس الختم الدقيقة التي تعمل بمحرك مؤازر مزايا خاصة لإنتاج أجزاء الختم الإلكتروني الدقيقة على نطاق صغير. إن القدرة على برمجة ملفات تعريف حركة الشرائح التعسفية - النهج البطيء للاتصال بالميزات الدقيقة، والعودة السريعة لتحسين وقت الدورة، والبقاء المتحكم فيه في المركز الميت السفلي لعمليات العملة - توفر مستوى من مرونة العملية لا يمكن أن تتطابق مع المكابس الميكانيكية التي تعمل بالكرنك. تعمل المكابس المؤازرة أيضًا على التخلص من قمم الطاقة المرتبطة بالمكابس الميكانيكية التي تعتمد على دولاب الموازنة، مما يقلل من الاهتزازات المنقولة إلى القالب ويحسن اتساق الأبعاد عبر عمليات الإنتاج الطويلة لأجزاء الختم الإلكتروني المختومة بشكل دقيق.
مقارنة جنبًا إلى جنب للخصائص الرئيسية
يقدم الجدول أدناه مقارنة منظمة للاختلافات الرئيسية بين الختم الجزئي والعمليات القياسية لأجزاء الختم الإلكتروني عبر الأبعاد الأكثر صلة بمهندسي التصميم وأخصائيي المشتريات:
| مميزة | أجزاء الختم الإلكترونية القياسية | أجزاء الختم الإلكتروني الصغيرة المختومة |
| نطاق سمك المواد | 0.15 ملم – 3.0 ملم | 0.01 ملم – 0.1 ملم |
| التسامح الأبعاد | ±0.05 مم – ±0.1 مم | ±0.005 مم – ±0.02 مم |
| يموت التخليص لكل جانب | 5-10% من سمك المادة | 1-3 ميكرون مطلق |
| مادة الأدوات | أداة فولاذية (D2، M2، DC53) | كربيد التنغستن |
| نوع الصحافة | ميكانيكية / هيدروليكية | أجهزة دقيقة/دليل هيدروستاتيكي |
| معدل السكتة الدماغية النموذجي | 100-800 سبم | 200-1500 دورة في الدقيقة (مُحسَّن مؤازرًا) |
| طريقة التفتيش | CMM = المقارنة البصرية | أنظمة الرؤية، SEM، المجهر متحد البؤر |
| تكلفة الأدوات | معتدل | عالية إلى عالية جدًا |
اختلافات اختيار المواد لأجزاء الختم الإلكتروني صغيرة الحجم
يتضمن اختيار المواد لأجزاء الختم الإلكتروني المختومة بشكل دقيق قيودًا إضافية تتجاوز تلك التي تنطبق على المكونات القياسية. عند سمك أقل من 0.1 مم، تصبح البنية المجهرية للمعدن ذات صلة مباشرة بسلوك الختم - يمكن أن يتسبب حجم الحبيبات بالنسبة لسمك المادة في تشوه غير متناسق، وتكوين نتوءات، وتباين في جودة الحافة قد يكون ضئيلًا عند السماكة القياسية. تحدد تطبيقات الختم الدقيق عادة المواد ذات هياكل الحبوب الخاضعة للرقابة، والتي غالبًا ما يتم تحديدها بواسطة مواصفات ASTM أو JIS للحبيبات الدقيقة، لضمان تدفق معدني ثابت وجودة حافة القطع عبر عملية الختم.
تظل سبائك النحاس هي المواد الموصلة الأكثر شيوعًا لأجزاء الختم الإلكتروني الدقيقة، وخاصة درجات C194 (النحاس والحديد والفوسفور) وC7025 (النحاس والنيكل والسيليكون) التي توفر توصيلًا كهربائيًا جيدًا مقترنًا بخصائص الزنبرك وقابلية التشكيل اللازمة للاتصال المصغر والتطبيقات الطرفية. يتم تخصيص سبائك النحاس البريليوم، وخاصة C17200 في حالة التلدين بالمحلول، للتلامسات الزنبركية المختومة بشكل دقيق حيث يلزم الحد الأقصى من الانحراف المرن تحت الحمل، على الرغم من أن معالجتها تتطلب اهتمامًا دقيقًا بضوابط الصحة والسلامة أثناء عمليات الختم والتشطيب.
تحديات فحص الجودة والقياس على نطاق صغير
يتطلب التحقق من مطابقة الأبعاد لأجزاء الختم الإلكتروني المختومة بشكل دقيق معدات ومنهجيات فحص تتجاوز بكثير معايير آلات قياس الإحداثيات والمقارنات البصرية في معظم مختبرات جودة الختم. تتطلب أحجام الميزات التي يتم قياسها بعشرات الميكرونات أنظمة قياس بصرية غير متصلة - عادةً أنظمة رؤية آلية ذات أهداف دقة دون الميكرون وبصريات مركزية عن بعد - قادرة على قياس مئات الميزات لكل جزء في ثوانٍ بسرعات خط الإنتاج. بالنسبة للأبعاد الأكثر أهمية، يوفر المجهر الإلكتروني الماسح (SEM) الدقة اللازمة لوصف جودة الحافة وارتفاع الأزيز وحالة السطح بمستوى من التفاصيل لا يمكن تحقيقه باستخدام البصريات الضوئية.
يجب تنفيذ التحكم الإحصائي في العملية لأجزاء الختم الإلكتروني المختومة بشكل دقيق على مستوى من الدقة يتجاوز برامج SPC النموذجية المطبقة على إنتاج أجزاء الختم الإلكتروني القياسية. ينتج عن تآكل القالب على نطاق صغير معدلات انجراف الأبعاد التي يمكن أن تتجاوز حدود التسامح خلال نوبة إنتاج واحدة بدلاً من عمليات الإنتاج المتعددة الأيام النموذجية للأدوات القياسية. تعد تقنية SPC في الوقت الفعلي مع ردود الفعل التلقائية لمعلمات الضغط - ضبط ارتفاع الإغلاق، وتقدم التغذية، وتسليم التشحيم استجابة لاتجاهات الأبعاد المقاسة - ممارسة قياسية بشكل متزايد في عمليات الختم الجزئي الرائدة التي تخدم قطاع الإلكترونيات الدقيقة.
الاختيار بين أجزاء الختم الإلكترونية الدقيقة والقياسية لتطبيقك
يجب أن يكون القرار بين تحديد أجزاء الختم الإلكتروني القياسية أو المختومة جزئيًا مدفوعًا بمتطلبات وظيفية موضوعية بدلاً من الافتراض بأن التفاوتات الأكثر صرامة تنتج دائمًا منتجات أفضل. تعد أجزاء الختم الإلكتروني القياسية مناسبة عندما يمكن تلبية متطلبات الأداء الأبعاد والكهربائية والميكانيكية للتطبيق ضمن نطاق قدرة الختم التقليدي - وفي غالبية تطبيقات التجميع الإلكترونية، يمكن تحقيق ذلك. تمثل تكلفة الأدوات المنخفضة بشكل كبير، وقاعدة الموردين الأوسع، وإدارة الجودة الأكثر وضوحًا المرتبطة بأجزاء الختم الإلكتروني القياسية مزايا حقيقية لا ينبغي التنازل عنها دون مبرر وظيفي واضح.
يجب تحديد الختم الدقيق عندما يكون التصغير محرك تصميم حقيقي - عندما تتيح أبعاد المكونات المخفضة تحسينات ذات معنى في أداء الجهاز، أو كثافة التكامل، أو تجربة المستخدم النهائي التي تبرر الاستثمار الأعلى في الأدوات وإدارة سلسلة التوريد الأكثر تعقيدًا. التطبيقات بما في ذلك الموصلات المصغرة للغاية للأجهزة الطبية القابلة للزرع، والاتصالات الزنبركية التي يبلغ قطرها أقل من ملليمتر لأجهزة الاستشعار القابلة للارتداء، وإطارات الرصاص ذات درجة الدقة لحزم IC المتقدمة، ومكونات التدريع الدقيقة للوحدات الحساسة للترددات اللاسلكية، كلها تمثل حالات حيث توفر قدرات أجزاء الختم الإلكترونية المختومة بشكل دقيق قيمة وظيفية لا يمكن تكرارها على نطاق قياسي.

المنشور السابق
الختم الرئيسي لأجزاء ميتاليك للسيارات: شارات أصلية وميداليات ذات جودة
المشاركة التالية
ما الفرق بين قوالب ختم السيارات التقليدية والمُحسّنة للمحاكاة؟
لدينا المنتجات.
ابدأ عملك مع إحدى الشركات المصنّعة للمعدات الأصلية هنا!
تزويد العملاء العالميين بحلول متكاملة جاهزة للاستخدام
من خلال
الابتكار!
روابط سريعة
أخبار
معلومات الاتصال.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
حقوق الطبع والنشر © سوتشو Shuangqisi قوالب المعدات المحدودة جميع الحقوق محفوظة. يموت ختم مخصص مصنعي قوالب ختم المعدن
