-
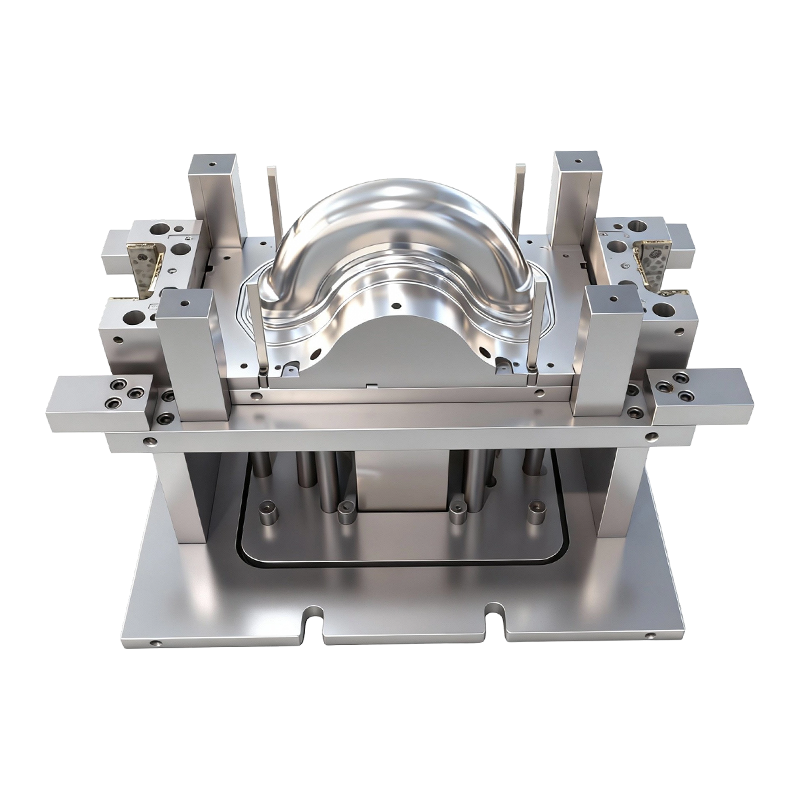
قالب رسم عميق للعجلات الأمامية والخلفية للسيارات الكهربائية ذات العجلتين
قالب الرسم العميق للعجلات الأمامية والخلفية للس...
-
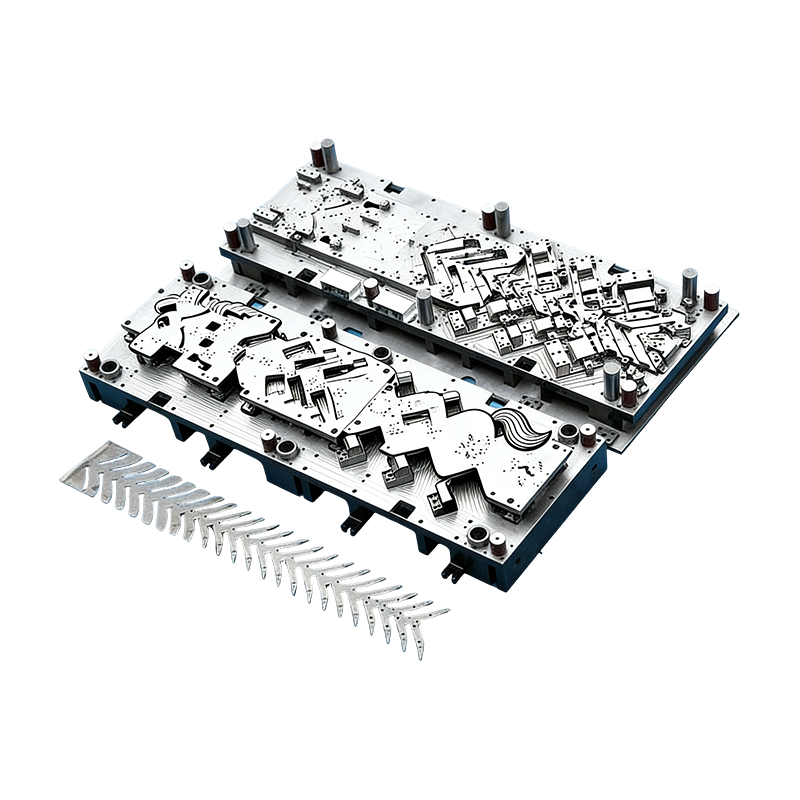
القوالب التقدمية لقطع غيار السيارات
تم تصميم هذا القالب المستمر لغطاء محرك السيارة ...
-
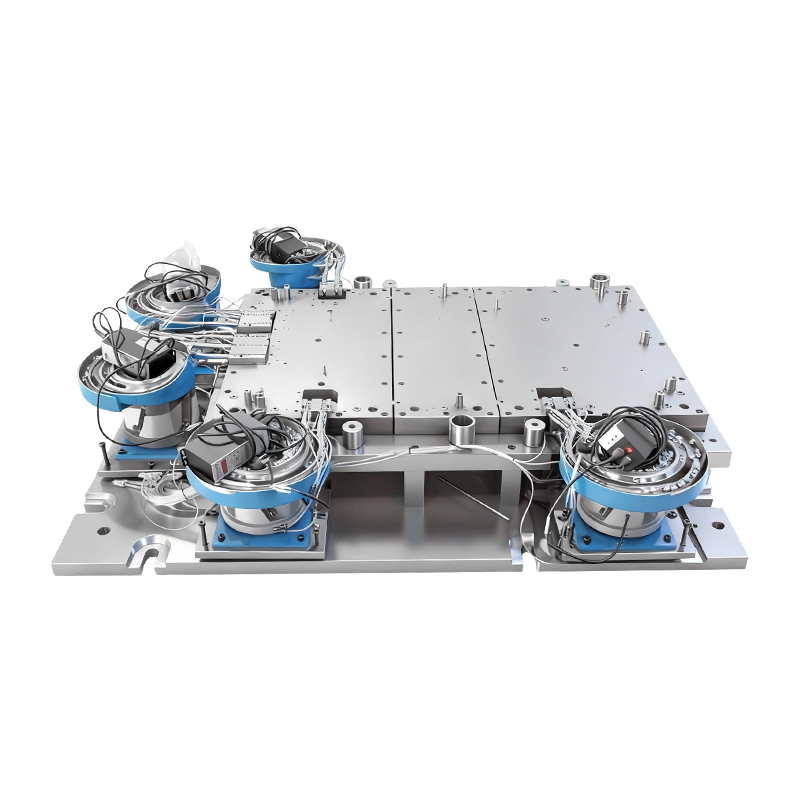
قالب التثبيت التلقائي لقاعدة آلة الكمبيوتر الكبيرة
يتكامل قالب التثبيت الأوتوماتيكي لقاعدة ماكينات...
-
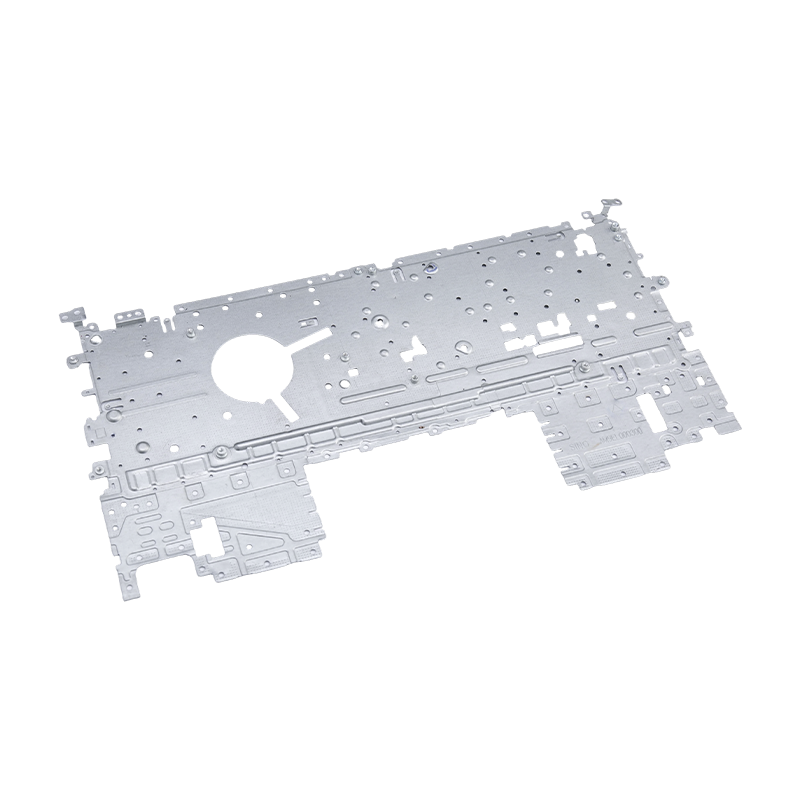
أجزاء ختم الكمبيوتر المحمول
إن أجزاء ختم الكمبيوتر المحمول الخاصة بنا عبارة...
-
أجزاء ختم الفرن الراقية
إن أجزاء ختم الفرن المتطورة لدينا عبارة عن مكون...
-
أجزاء ختم الكمبيوتر الكبيرة الراقية
إن أجزاء ختم الكمبيوتر الكبيرة المتطورة الخاصة ...
أخبار الصناعة
الصفحة الرئيسية / أخبار / أخبار الصناعة / كيف يغير الفولاذ المتقدم عالي القوة صناعة أجزاء ختم السيارات؟
كيف يغير الفولاذ المتقدم عالي القوة صناعة أجزاء ختم السيارات؟
2026-02-25
ما هي درجات AHSS المستخدمة فعليًا أجزاء ختم السيارات
الفولاذ المتقدم عالي القوة ليس مادة واحدة، بل مجموعة من أنظمة السبائك المتميزة، كل منها مصمم بآلية بنية مجهرية محددة لتحقيق مزيج القوة والمرونة. إن فهم الدرجات التي تظهر فيها تطبيقات أجزاء ختم السيارات هو نقطة البداية لفهم سبب تغيير هذه المواد لعملية التصنيع بشكل أساسي. يتكون الفولاذ ثنائي الطور (DP) - عائلة AHSS الأكثر انتشارًا - من مصفوفة من الفريت مع جزر مارتنسيت متناثرة، مما يمنح درجات مثل DP600 وDP780 وDP980 مزيجًا من معدل تصلب العمل الأولي العالي والاستطالة الجيدة التي تناسبها للأعضاء الهيكلية مثل الأعمدة B، والأعضاء المتقاطعة الأرضية، وقضبان السقف. يستخدم الفولاذ اللدونة الناتجة عن التحويل (TRIP) الأوستينيت المحتفظ به شبه المستقر والذي يتحول إلى مارتنسيت تدريجيًا أثناء التشكيل، مما يوفر امتصاصًا استثنائيًا للطاقة مما يجعله مناسبًا للمكونات الحرجة في حالات التصادم مثل القضبان الطولية وتعزيزات المصد. يتم استخدام الفولاذ المارتنسيتي (MS1300، MS1500) حيث تكون الأولوية القصوى للقوة وتكون متطلبات القابلية للتشكيل متواضعة - تعتبر تعزيزات الألواح المتأرجحة وعوارض اختراق الأبواب من التطبيقات النموذجية. يتم الأوستنيتيت للفولاذ المشكل بالضغط الساخن (HPF)، وخاصة 22MnB5 مع طلاء AlSi، ثم يتم تشكيله وتبريده في وقت واحد في قالب مبرد، مما ينتج قوة شد متشكلة أعلى من 1500 ميجا باسكال والتي لا يمكن لأي عملية تشكيل على البارد أن تتطابق مع أجزاء مثل الأجزاء الداخلية للعمود A وتعزيزات الأنفاق.
يتم اختيار الدرجة التي سيتم استخدامها لجزء معين من أجزاء ختم السيارة من خلال موضع الجزء في هيكل سلامة السيارة، وسلوك إدارة طاقة التصادم المطلوب، وشدة تشكيل هندسته. يستفيد المكون الذي يجب أن يمتص الطاقة بشكل تدريجي من خلال الطي المتحكم فيه - مثل السكة الأمامية - من معدل تصلب العمل العالي للفولاذ DP أو TRIP، في حين أن المكون الذي يجب أن يظل صلبًا ويقاوم التطفل تحت الحمل - مثل العمود B - يمكن خدمته بشكل أفضل من خلال القوة القصوى للجزء الذي تم تشكيله بالضغط الساخن. ويعني اختيار الدرجة الخاصة بالتطبيق أن هيكل السيارة الواحد باللون الأبيض قد يتضمن خمسة أو ستة درجات مختلفة من AHSS، تتم معالجة كل منها من خلال أدوات وظروف ضغط مختلفة.
خطورة Springback والتعويض في قطع غيار السيارات AHSS
Springback هو التحدي التصنيعي الأكثر أهمية الذي تقدمه AHSS في إنتاج قطع ختم السيارات، وتكون شدته في هذه المواد أكبر بكثير من أي شيء يتم اختباره مع الفولاذ الطري أو حتى درجات السبائك المنخفضة التقليدية عالية القوة (HSLA). السبب الأساسي هو ارتفاع نسبة الخضوع إلى الشد المميزة لـ AHSS: DP980، على سبيل المثال، لديه قوة خضوع تبلغ حوالي 700-900 ميجا باسكال وقوة شد تبلغ 980 ميجا باسكال، مما يعطي نسبة خضوع تبلغ 0.71-0.92. يتمتع الفولاذ الطري DC04 بنسبة إنتاجية تبلغ حوالي 0.45. نظرًا لأن حجم الارتكاز يتناسب مع نسبة قوة الخضوع إلى المعامل المرن (يبلغ معامل يونج للصلب حوالي 210 جيجا باسكال بغض النظر عن الدرجة)، وAHSS لديه قوة خضوع أعلى مرتين إلى أربع مرات من الفولاذ الطري في نفس المعامل، فإن السلالة المرنة التي تتعافى بعد فتح القالب أكبر نسبيًا من مرتين إلى أربع مرات. في مقطع قناة بزاوية 90 درجة يتكون من DP980، يكون الارتداد الزاوي من 10 إلى 16 درجة عند الجدران الجانبية أمرًا شائعًا قبل التعويض، مقارنة بـ 2 إلى 4 درجات لجزء مكافئ من الفولاذ الطري.
تعد استراتيجيات التعويض المستخدمة عمليًا لأجزاء ختم السيارات AHSS أكثر تعقيدًا من الانحناء الهندسي البسيط الذي يكفي للفولاذ الطري. عادة ما يتم الجمع بين ثلاث طرق:
- التعويض الهندسي الموجه من قبل FEA: إن تشكيل برنامج محاكاة (AutoForm أو Dynaform أو PAM-STAMP) باستخدام بطاقة مواد معايرة لدرجة AHSS المحددة يتنبأ بتوزيع الزنبرك عبر سطح الجزء. يتم بعد ذلك تحويل هندسة القالب في الاتجاه المعاكس من خلال مقدار الزنبرك المتوقع - وهي عملية تسمى تعويض القالب - بحيث يعود الجزء إلى الهندسة الاسمية بعد فتح الأداة. بالنسبة للأجزاء الهيكلية المعقدة للسيارات، تتطلب هذه العملية عادةً دورتين أو ثلاث دورات محاكاة وتعويض واختبار قبل أن تتقارب هندسة القالب إلى الشكل المعوض الصحيح.
- إضراب ما بعد النموذج: تطبق محطة إعادة الضرب المخصصة حمولة سك أو كي على المناطق الأكثر عرضة للزنبرك من الجزء - عادةً الجدران الجانبية وحواف أقسام القناة - مما يحول الضغط المرن الإضافي إلى إجهاد بلاستيكي ويقلل من الزنبرك القابل للاسترداد. يمكن أن تصل قوى إعادة الضرب لـ DP980 إلى 150-200% من قوة التشكيل لنفس الشكل الهندسي في الفولاذ الطري، مما يؤثر بشكل مباشر على اختيار حمولة المكبس.
- رسم تحسين هندسة الخرزة: تؤدي زيادة قوة تقييد حبة السحب إلى تمديد المادة إلى ما هو أبعد من نقطة الخضوع الخاصة بها أثناء تدفقها فوق الحبة، مما يجعلها في حالة توتر أعلى في نهاية التشكيل. التوتر العالي عند فتح القالب يعني استعادة أقل للضغط التفاضلي وقابلية أكبر للتنبؤ به وأكثر اتساقًا ويسهل تعويضه هندسيًا. بالنسبة إلى AHSS، يتم ضبط ارتفاعات وأقطار حبة السحب بشكل أكثر قوة من الفولاذ الطري، ويجب مراعاة الزيادة الناتجة في قوة الحامل الفارغ في تخطيط سعة الصحافة.
كيف تعمل AHSS على تسريع تآكل القالب وتغيير متطلبات الأدوات
إن قوى التشكيل المطلوبة لتشوه AHSS من الناحية اللدنية أعلى مرتين إلى أربع مرات من تلك الخاصة بالفولاذ الطري بنفس السماكة، وتنتقل تلك القوى المرتفعة مباشرة إلى أسطح القالب كضغط تلامس. والنتيجة هي تسارع كبير في تآكل القوالب الكاشطة - خاصة على أنصاف أقطار السحب، والأسطح الرابطة، وحواف القطع - مما يؤدي إلى تقصير فترات الصيانة ورفع إجمالي تكلفة الأدوات لكل جزء يتم إنتاجه. يمكن إعادة طحن القالب الذي ينتج أجزاء ختم السيارات المصنوعة من الفولاذ الطري بعد 200.000 إلى 300.000 ضربة؛ قد تتطلب نفس هندسة القالب التي تشكل DP780 إعادة الطحن بعد 80.000-120.000 ضربة إذا لم تتم ترقية مادة القالب والمعالجة السطحية لتتناسب مع ضغوط التلامس الأعلى.
تختلف استراتيجية معالجة المواد والسطح لأجزاء ختم السيارات AHSS عن ممارسة الفولاذ الطري بعدة طرق محددة. تلخص المقارنة أدناه الترقيات الرئيسية المطبقة بشكل شائع:
| مكون القالب | ممارسة الفولاذ الطري | ممارسة AHSS |
| رسم مادة القالب | حديد الدكتايل (GGG70L) | أداة فولاذية D2/SKD11 أو DC53 |
| رسم المعالجة السطحية لنصف القطر | طلاء الكروم أو تصلب اللهب | طلاء TiAlN أو TiCN PVD (2800-3200 فولت) |
| قطع المواد لكمة | SKD11 عند 58-60 HRC | أداة DC53 أو PM من الفولاذ عند 60-63 HRC |
| المعالجة السطحية للرابط | لا شيء أو نيترة | طبقة علوية من Nitriding PVD، أو سيرميت الرش الحراري |
| إعادة طحن الفاصل الزمني | 200.000 – 300.000 ضربة | 100000–200000 ضربة (مع مواد مطورة) |
يعد Galling - النقل اللاصق لمواد الشغل على سطح القالب - أحد أوضاع الفشل الضارة بشكل خاص عند تشكيل AHSS المجلفن. ينتقل طلاء الزنك الموجود على الفولاذ المجلفن DP أو TRIP بسهولة إلى سطح القالب تحت ضغوط التلامس العالية لتشكيل AHSS، ثم يقوم تراكم الزنك المتراكم بتراكم الأجزاء اللاحقة. أثبتت طلاءات DLC (الكربون الشبيه بالألماس) أفضل أداء مضاد للتهيج لـ AHSS المجلفن لأن الطاقة السطحية المنخفضة للغاية لـ DLC تمنع التصاق الزنك، ولكن استقرار درجة حرارة DLC المحدود (يبدأ التحلل فوق 300 درجة مئوية) يجب إدارته من خلال ضمان التشحيم المناسب للحفاظ على درجة حرارة سطح القالب أقل من هذا العتبة أثناء الإنتاج.
اضغط على اختيار ومتطلبات الحمولة لأجزاء ختم السيارات AHSS
قوة التشكيل المطلوبة لأجزاء ختم السيارات AHSS لها تأثير مباشر وهام على اختيار الصحافة. تتناسب قوة التقطيع لقطع محيط معين مع قوة الشد النهائية للمادة، مما يعني أن التقطيع DP980 يتطلب ما يقرب من 2.5 مرة من حمولة التقطيع DC04 بنفس السمك والمحيط. بالنسبة لجزء هيكلي كبير من السيارات - عمود B خارجي أو سكة طولية أرضية - يمكن أن تصل قوة التقطيع وحدها إلى 800-1200 طن لـ DP980، مما يستلزم مكابس في نطاق 1500-2500 طن تتضمن هامش سعة إضافي لتجنب التشغيل عند ذروة التصنيف. يؤدي تشغيل المكبس بشكل ثابت بنسبة 90% من حمولته المقدرة باستخدام AHSS إلى تسريع إجهاد إطار الضغط وتآكل مسامير التوصيل وتآكل محامل العمود المرفقي بمعدلات لن تتوقعها جداول الصيانة التي تمت معايرتها لإنتاج الفولاذ الطري.
لقد قدمت تقنية الضغط المؤازر مزايا مفيدة لأجزاء ختم السيارات AHSS مقارنة بالمكابس اللامركزية التقليدية التي تعتمد على دولاب الموازنة. إن القدرة على برمجة ملفات تعريف حركة الكبش التعسفية - بدلاً من اتباع منحنى جيبي ثابت - تسمح للضغط المؤازر بإبطاء الكبش عبر منطقة التشكيل حيث يكون رجوع الربيع AHSS أكثر حساسية لسرعة التشكيل، مما يحسن اتساق الأبعاد. كما أنه يسمح للصحافة بالبقاء في المركز الميت السفلي لفترة قابلة للبرمجة، والتي ثبت أنها تقلل من الارتداد الربيعي في AHSS بنسبة 15-25٪ مقارنة بجزء مكافئ تم تشكيله بدون سكن، لأن الضغط المستمر يسمح بتخفيف الضغط الإضافي في الشكل الهندسي المشكل قبل فتح القالب.
التشكيل بالضغط الساخن: عملية منفصلة لأجزاء ختم السيارات ذات القوة العالية
يمثل التشكيل بالضغط الساخن (HPF)، والذي يُطلق عليه أيضًا تصلب الضغط أو الختم الساخن، نهجًا تصنيعيًا مختلفًا تمامًا لأجزاء ختم السيارات ذات القوة الأعلى - تلك التي تتطلب قوة شد أعلى من 1000 ميجا باسكال والتي لا يمكن تحقيقها من خلال التشكيل على البارد دون ارتداد أو كسر كارثي. في عملية HPF المباشرة، يتم تسخين قطعة فارغة من فولاذ البورون 22MnB5 إلى ما يقرب من 900-950 درجة مئوية (أعلى من درجة حرارة الأوستنيتي)، ونقلها إلى قالب مبرد بالماء، وتشكيلها في حالة الأوستنيتي الناعمة، ثم يتم إخمادها في القالب المغلق بمعدل تبريد متحكم فيه أعلى من 27 درجة مئوية / ثانية لتحقيق بنية مجهرية مارتنسيتية كاملة مع قوة شد تبلغ 1500-1600 ميجا باسكال في الجزء النهائي.
إن الآثار المترتبة على البنية التحتية لتصنيع قطع غيار السيارات كبيرة. يتطلب HPF أفران الموقد الأسطوانية القادرة على تسخين الفراغات بشكل موحد في حدود ± 10 درجة مئوية من درجة حرارة الأوستنيت المستهدفة، وأنظمة النقل التي تحرك الفراغ الساخن من الفرن للضغط في أقل من 7 ثوانٍ لمنع الانخفاض المفرط في درجة الحرارة، والقوالب المبردة بالماء مع تخطيطات قنوات التبريد المصممة بدقة والتي تحقق معدل التبريد المطلوب بشكل موحد عبر سطح الجزء، وأدوات التحكم في الضغط التي تحافظ على ضغط إغلاق القالب أثناء دورة التبريد - عادةً 10-20 ثانية - بدلاً من الفتح فورًا بعد التشكيل. يعد الاستثمار في هذه البنية التحتية أعلى بكثير من خط الختم البارد التقليدي ذي حجم القطعة المكافئ، ولكنها العملية الوحيدة التي تنتج بشكل موثوق الأجزاء ذات قوة الشد البالغة 1500 ميجا باسكال التي تتطلبها هياكل سلامة المركبات الحديثة في المواقع الحرجة للتسلل.
بالنسبة لمصنعي قطع ختم السيارات الذين ينتقلون إلى AHSS وHPF، فإن الواقع التشغيلي الرئيسي هو أن المعرفة المادية، والقدرة على المحاكاة، والاستثمار في الأدوات، وتكنولوجيا الصحافة يجب أن تتقدم معًا. إن ترقية عنصر واحد بشكل منفصل - على سبيل المثال، التحول إلى AHSS دون ترقية مواد القالب أو حمولة الضغط - يؤدي باستمرار إلى نتائج مخيبة للآمال في عمر القالب، وجودة الأجزاء، واستقرار الإنتاج. يتعامل المصنعون الذين أتقنوا إنتاج أجزاء ختم السيارات من AHSS مع اختيار المواد، وتشكيل المحاكاة، وتصميم القوالب، ومعالجة الأسطح، وبرمجة الصحافة كنظام هندسي متكامل بدلاً من سلسلة من القرارات المستقلة.

المنشور السابق
ما الفرق بين قوالب ختم السيارات التقليدية والمُحسّنة للمحاكاة؟
المشاركة التالية
لماذا تتطلب قوالب الختم الإلكتروني تفاوتات أكثر صرامة من قوالب ختم الأجهزة المنزلية؟
لدينا المنتجات.
ابدأ عملك مع إحدى الشركات المصنّعة للمعدات الأصلية هنا!
تزويد العملاء العالميين بحلول متكاملة جاهزة للاستخدام
من خلال
الابتكار!
روابط سريعة
أخبار
معلومات الاتصال.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
حقوق الطبع والنشر © سوتشو Shuangqisi قوالب المعدات المحدودة جميع الحقوق محفوظة. يموت ختم مخصص مصنعي قوالب ختم المعدن
