-
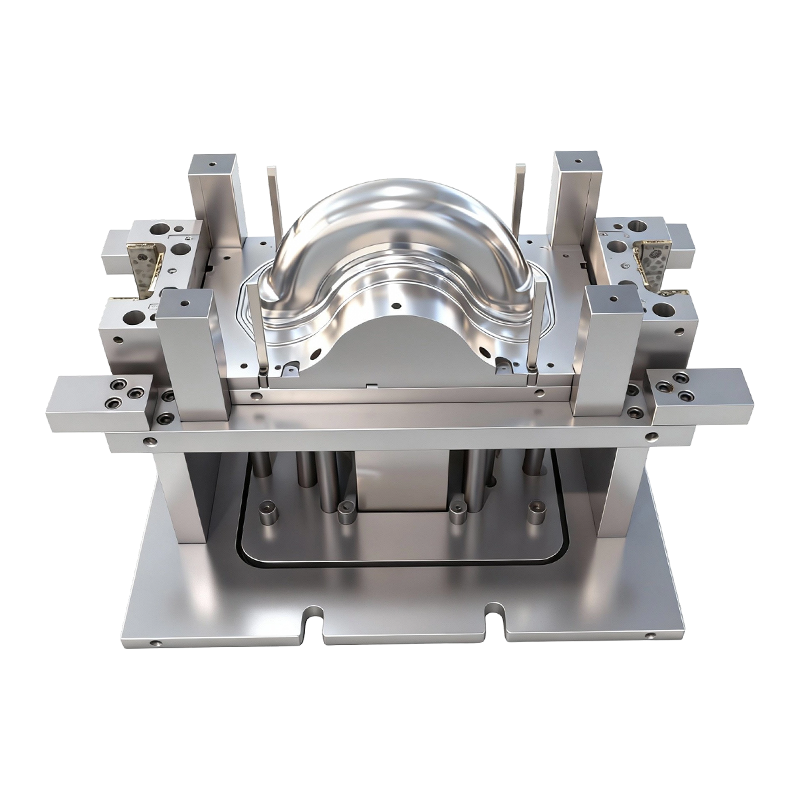
قالب رسم عميق للعجلات الأمامية والخلفية للسيارات الكهربائية ذات العجلتين
قالب الرسم العميق للعجلات الأمامية والخلفية للس...
-
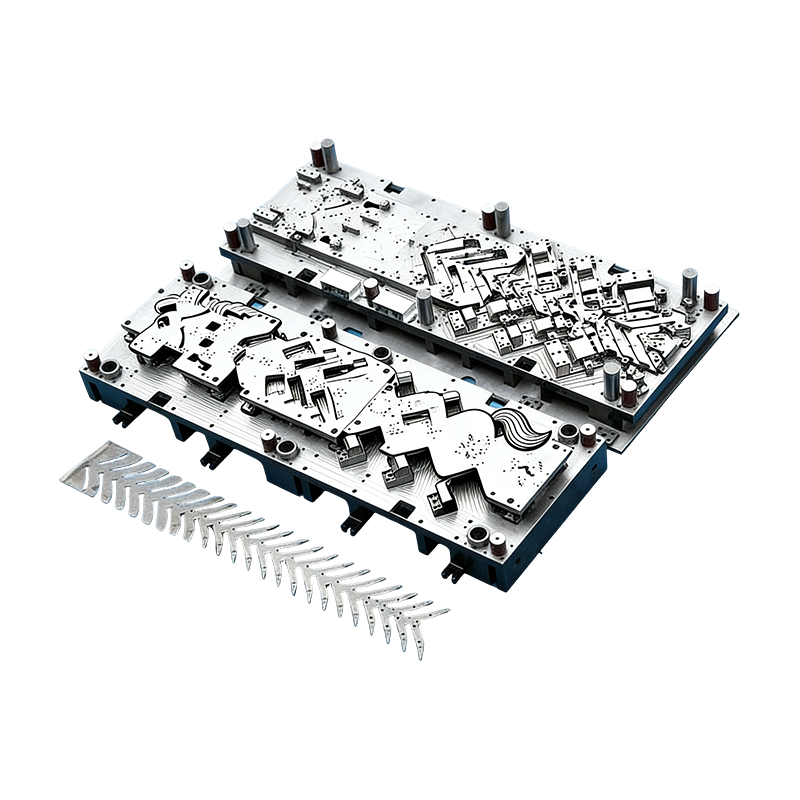
القوالب التقدمية لقطع غيار السيارات
تم تصميم هذا القالب المستمر لغطاء محرك السيارة ...
-
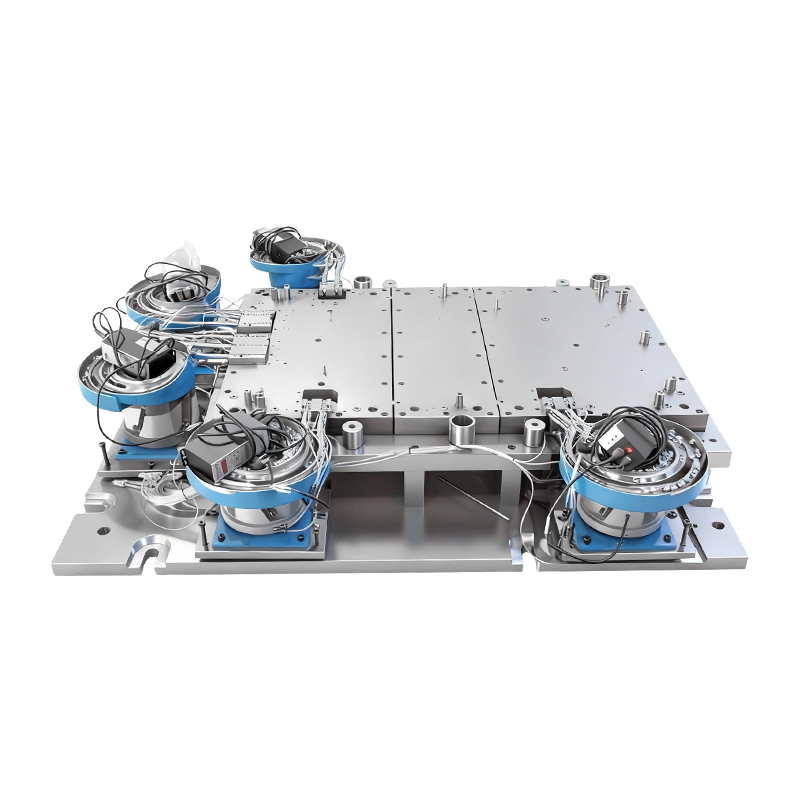
قالب التثبيت التلقائي لقاعدة آلة الكمبيوتر الكبيرة
يتكامل قالب التثبيت الأوتوماتيكي لقاعدة ماكينات...
-
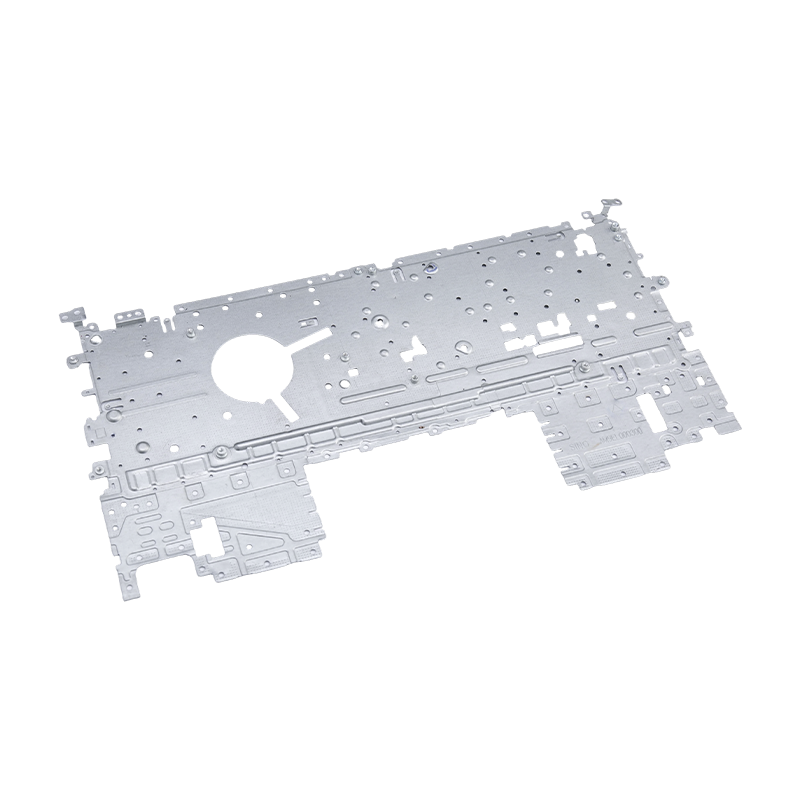
أجزاء ختم الكمبيوتر المحمول
إن أجزاء ختم الكمبيوتر المحمول الخاصة بنا عبارة...
-
أجزاء ختم الفرن الراقية
إن أجزاء ختم الفرن المتطورة لدينا عبارة عن مكون...
-
أجزاء ختم الكمبيوتر الكبيرة الراقية
إن أجزاء ختم الكمبيوتر الكبيرة المتطورة الخاصة ...
أخبار الصناعة
الصفحة الرئيسية / أخبار / أخبار الصناعة / تصميم قالب الرسم العميق: التثقيب، القالب، التخليص ودليل التخفيض متعدد المراحل
تصميم قالب الرسم العميق: التثقيب، القالب، التخليص ودليل التخفيض متعدد المراحل
2026-05-20
الصفائح المعدنية التي تدخل القالب كفراغ مسطح وتخرج كمكون مجوف وسلس - يعتمد هذا التحول كليًا على مدى جودة تصميم القالب. إن تصميم قالب السحب العميق ليس قرارًا واحدًا بل سلسلة من الاختيارات الهندسية، كل منها إما يفتح أو يغلق النافذة التي يمكن أن يحدث فيها التشكيل الناجح. يمكن أن يؤدي نصف قطر الثقب المحدد بشكل سيء، أو حامل فارغ صغير الحجم، أو الخلوص المحسوب بشكل خاطئ إلى انهيار تلك النافذة تمامًا، مما يؤدي إلى إنتاج خردة متشققة أو مجعدة بكميات كبيرة. تتناول الأقسام أدناه كل متغير تصميم رئيسي وتشرح ما يتحكم فيه كل متغير.
ما يتحكم فيه تصميم قالب الرسم العميق فعليًا
تحتوي مجموعة أدوات الرسم العميق على ثلاثة أعضاء أساسيين: المثقاب، والقالب، والحامل الفارغ. تقوم المثقاب بدفع الفراغ المسطح إلى تجويف القالب. يحدد القالب الهندسة الخارجية للجزء النهائي. يضغط الحامل الفارغ على شفة الفراغ لتنظيم كمية المواد التي تغذي التجويف أثناء السكتة الدماغية.
يجب أن يتم تصميم كل عضو فيما يتعلق بالآخرين. يحدد قطر الثقب القطر الداخلي للكوب المسحوب؛ قطر القالب أكبر بمقدار خلوص العمل. يقع الحامل الفارغ بين الاثنين، ويحافظ على ضغط التلامس على الحافة طوال الشوط. عندما تكون العلاقات بين هذه المكونات الثلاثة صحيحة، يتدفق المعدن إلى الداخل وإلى الأسفل دون أن يتجعد على الحافة أو ينكسر عند الأنف المثقب. عندما تكون أي علاقة خاطئة، يظهر أحد وضعي الفشل هذين على الفور.
لإنتاج كميات كبيرة، مجموعات قوالب الرسم العميق من فئة السيارات أضف المزيد من المتطلبات: عمر أطول للأداة، واتساق محكم من جزء إلى جزء، والتوافق مع أنظمة النقل الآلية. تزيد هذه المتطلبات من أهمية كل قرار تصميمي موضح أدناه.
هندسة اللكم والموت: من أين يأتي شكل الجزء
يعد نصف قطر الأنف المثقب ونصف قطر دخول القالب هما المعلمتان الهندسيتان الأكثر أهمية في تصميم قالب السحب العميق. يتحكم كلاهما في كيفية انحناء المعدن أثناء انتقاله من الفراغ المسطح إلى الجدار المرسوم.
لكمة نصف قطر الأنف يتم ضبطه عادةً على ما يتراوح بين أربعة وثمانية أضعاف سماكة المادة للفولاذ القياسي. يعمل نصف القطر الصغير جدًا على تركيز إجهاد الشد عند الانحناء، مما يعزز الترقق والكسر في نهاية المطاف. يسمح نصف القطر الكبير جدًا للمعدن بالالتواء قبل أن يتم التقاطه بواسطة جدار القالب، مما ينتج عنه تجاعيد الجدار.
نصف قطر دخول القالب - يُسمى أحيانًا نصف قطر زاوية القالب - يتحكم في المقاومة التي يواجهها الفراغ عند رسمه على حافة القالب. إن نصف قطر القالب المصقول جيدًا ذو الحجم المناسب يقلل من الاحتكاك ويسمح للمواد بالتدفق بسلاسة إلى التجويف. الممارسة القياسية تحدد نصف القطر هذا بأربعة إلى عشرة أضعاف سماكة المادة، اعتمادًا على نسبة السحب وليونة المادة. أنصاف الأقطار الصغيرة تزيد من خطر التمزق؛ تخلق أنصاف الأقطار كبيرة الحجم في المواد الرقيقة امتدادات غير مدعومة تلتف في التجاعيد.
بالنسبة للأجزاء ذات المقاطع العرضية المربعة أو المستطيلة، يتطلب نصف قطر الزاوية اهتمامًا فرديًا. تعمل الزوايا على تركيز الضغط الانضغاطي أثناء التشكيل، كما أن نصف قطر الزاوية الكبير - عادةً ما يكون أكبر من الأجزاء المستديرة المكافئة - يسمح بسحب أعمق في عملية واحدة دون تجعد الزاوية.
خلوص العمل بين اللكمة والموت
الخلوص هو الفجوة الشعاعية بين الثقب وجدار القالب. أثناء السحب، يجب أن يمر المعدن عبر هذه الفجوة، وعادةً ما يتكاثف قليلاً أثناء تدفقه إلى الداخل. يجب أن يستوعب الخلوص هذا السماكة دون الضغط على المعدن بشدة بحيث يرتفع الاحتكاك إلى مستويات مدمرة، ودون ترك مساحة كبيرة بحيث ينثني المعدن بشكل جانبي في تجاعيد الجدار.
بالنسبة لمعظم الفولاذ منخفض الكربون، فإن خلوص العمل الذي يتراوح من 1.07 إلى 1.15 مرة من سماكة المادة لكل جانب هو نطاق البداية المقبول. قد تتطلب المواد الأكثر صلابة أو سمكًا خلوصًا عند الطرف العلوي من هذا النطاق. تعمل المواد الرقيقة والتفاوتات الأكثر صرامة على سمك الجدار على دفع التصميم نحو الطرف السفلي. أنظمة القالب التقدمية ل يموت الرسم العميق التقدمي للسيارات متعدد المحطات قم بتطبيق نفس المنطق في كل محطة متتالية، مع تشديد الخلوص عادةً مع تقليل قطر الكوب ويصبح توحيد الجدار أكثر أهمية.
اختيار المواد وتأثيرها على تصميم القالب
لا يمكن لمصمم القالب اختيار مادة الجزء، لكن خصائص المادة تحدد معلمات التصميم الممكنة. هناك خاصيتان للصفائح المعدنية لهما أهمية خاصة: أس تصلب الانفعال (القيمة n) ونسبة الانفعال البلاستيكي (قيمة r، وتسمى أيضًا معامل لانكفورد).
تعني القيمة n العالية أن المادة تتصلب بسرعة أثناء تمددها، مما يؤدي إلى توزيع التشوه بشكل متساوٍ عبر الفراغ. وهذا يسمح بنسب سحب أكثر عدوانية قبل الكسر. تعني قيمة r العالية أن المادة تقاوم التخفيف في اتجاه السُمك وتتدفق بشكل تفضيلي في مستوى الورقة - وهو بالضبط ما يتطلبه الرسم العميق. يمكن سحب المواد ذات قيم r العالية إلى نسب أكبر من العمق إلى القطر قبل الوصول إلى حد كسر الأنف.
من الناحية العملية، يسمح الفولاذ الخالي من المواد الخلالية (IF) بقيم r أعلى من 1.8 بتصميمات قوالب ذات أعماق سحب مفردة أعمق ونسب أكبر لقطر الفراغ إلى التثقيب مقارنة بالفولاذ التقليدي منخفض الكربون بقيم r قريبة من 1.0. تحتوي سبائك الألومنيوم عمومًا على قيم r أقل من 1.0، مما يعني أن تصميمات قوالب الألومنيوم يجب أن تعتمد بشكل أكبر على تخفيضات السحب متعددة المراحل والتحكم الأكثر دقة في الحامل الفارغ لتحقيق نفس عمق الكوب. تنطبق نفس المبادئ عند التصميم مكونات ختم السيارات الدقيقة حيث تؤدي التفاوتات الضيقة في الأبعاد إلى تفاقم تحديات تقلب المواد.
تقليل السحب متعدد المراحل: عندما لا تكون عملية واحدة كافية
عندما تتجاوز نسبة العمق إلى القطر المطلوبة للجزء النهائي ما يمكن أن يحققه سحب واحد بأمان - عادةً ما تكون نسبة السحب أعلى من 2.0 إلى 2.2 بالنسبة لمعظم أنواع الفولاذ - يجب أن يتضمن التصميم مراحل رسم متعددة. تعمل كل مرحلة على تقليل قطر الكوب مع زيادة ارتفاعه، وكل مرحلة لها أداة التثقيب والقالب والحامل الفارغ الخاص بها.
يأخذ السحب الأول الفراغ المسطح إلى الحد الأقصى لنسبة السحب التي تسمح بها المادة. تعمل عمليات إعادة الرسم اللاحقة على الكوب الذي تم تشكيله بالفعل، ويمكنها تحقيق نسب سحب تتراوح من 1.2 إلى 1.4 لكل مرحلة لأن المعدن الموجود في الحافة مقسى جزئيًا بالفعل ويحمل خطرًا أقل للتجاعيد الشديدة. قد يكون التلدين بين المراحل مطلوبًا للمواد التي تتصلب بسرعة، لاستعادة الليونة قبل الاختزال التالي.
| مرحلة الرسم | نسبة السحب القصوى النموذجية | ملاحظات |
|---|---|---|
| السحب الأول | 1.8 - 2.2 | يعتمد على قيمة r والسمك الفارغ |
| السحب الثاني (إعادة الرسم) | 1.2 - 1.4 | انخفاض المخاطر بسبب تصلب العمل السابق |
| القرعة الثالثة وما بعدها | 1.1 - 1.3 | قد تكون هناك حاجة يصلب بين المراحل |
تضيف التصميمات متعددة المراحل تكلفة الأدوات ووقت الطباعة، ولكنها غالبًا ما تكون المسار الوحيد لهندسة الجزء المطلوب. ترتبط المقارنة الاقتصادية بين نهج المرحلة الواحدة والمراحل المتعددة ارتباطًا وثيقًا بحجم الإنتاج - وهو عامل تم استكشافه بمزيد من التفصيل في المقالة حول فروق التكلفة بين ختم المعدن ومنتجات أجزاء السحب العميق .

رسم الخرز وضغط الموثق: ضبط تدفق المواد
حبات السحب عبارة عن نتوءات مرتفعة يتم تشكيلها على سطح الموثق (الحامل الفارغ). عندما ينزلق الفراغ فوقها أثناء ضربة السحب، فإنها تفرض تشوهًا منحنيًا وغير منحني مما يخلق مقاومة إضافية لتدفق المواد. من خلال تغيير ارتفاع وعرض وموضع حبات السحب حول المحيط الفارغ، يمكن لمصمم القالب التحكم في كمية المواد التي تدخل تجويف القالب عند كل نقطة - مما يعيد توجيه التدفق بعيدًا عن المناطق المعرضة للتمزق ونحو المناطق التي قد تتجعد.
يعد تحديد موضع حبة السحب مهمًا بشكل خاص للأجزاء غير المتماثلة المحورية، مثل ألواح هيكل السيارة، حيث تحتاج أقسام مختلفة من المحيط الفارغ إلى مقاومة تدفق مختلفة جدًا. الأجزاء ذات المساحات المسطحة الكبيرة المحاطة بسحوبات عميقة غالبًا ما تتطلب سحب الخرز لمنع المناطق المسطحة من تشوه السطح تحت الرابط.
ضغط الموثق يكمل تصميم حبة السحب. يجب أن يطبق الرابط ما يكفي من القوة لمنع الشفة من التواء وتشكل التجاعيد، ولكن ليس بالقدر الذي يمنع تدفق المواد إلى التجويف - مما قد يزيد من إجهاد الشد في جدار الكأس إلى نقطة الكسر. ولذلك يقع ضغط الرابط الصحيح داخل نافذة العملية التي يتم تحديد حدودها بواسطة حد التجاعيد أدناه وحد الكسر أعلاه. تتناول المقالة التالية في هذه السلسلة كيفية تفاعل نسبة السحب وقوة الحامل الفارغ لتحديد تلك النافذة والتحكم فيها.
التشحيم وإنهاء سطح القالب
الاحتكاك في نصف قطر دخول القالب وواجهة الحامل الفارغة له تأثير مباشر على إجهاد الشد الذي يحمله جدار الكوب. يعني الاحتكاك العالي إجهادًا أعلى للجدار، مما يجعل العملية أقرب إلى حد الكسر. يقلل التشحيم الفعال من هذا الضغط ويوسع نافذة العملية.
يتفاعل تشطيب سطح القالب مع التشحيم. يسمح نصف قطر القالب المصقول بخشونة السطح أقل من Ra 0.4 ميكرومتر لمادة التشحيم بتكوين طبقة ثابتة، مما يقلل من تقلب الاحتكاك. الأسطح الخشنة أو المخدوشة تحبس مواد التشحيم بشكل غير متساو وتسبب تركيزات إجهاد موضعية يمكن أن تؤدي إلى الكسر عند ضغوط الجدار أقل من المتوقع.
يعتمد اختيار مواد التشحيم على المادة التي يتم رسمها. يتحمل الفولاذ منخفض الكربون مجموعة واسعة من مواد التشحيم، بدءًا من زيوت السحب الخفيفة إلى مركبات EP (الضغط الشديد) الثقيلة. تتطلب سبائك الألومنيوم مواد تشحيم لا تتفاعل مع السطح المعدني، حيث يمكن أن تسبب المركبات التفاعلية تهيجًا وتشققًا على السطح. غالبًا ما يتطلب الفولاذ المقاوم للصدأ - الذي يتصلب بسرعة - مواد تشحيم مكلورة لإدارة ضغوط الواجهة العالية الناتجة أثناء السحب.
اختيار الأداة الفولاذية ومتانة القالب
إن عمر القالب في السحب العميق محدود بسبب التآكل الكاشط عند نصف قطر دخول القالب وبسبب التآكل على سطح الرابط. تتسارع كلتا الآليتين عندما يكون ضغط الرابط مرتفعًا، أو يتحلل فيلم التشحيم، أو تحتوي المادة الفارغة على شوائب كاشطة.
تشتمل مواد القالب القياسية للإنتاج متوسط الحجم على فولاذ أداة D2 (حوالي 60-62 HRC بعد التصلب) وDC53، الذي يوفر صلابة أفضل عند صلابة مماثلة. غالبًا ما يتطلب إنتاج السيارات بكميات كبيرة إدخالات من كربيد التنجستن في نصف قطر دخول القالب، حيث تكون معدلات التآكل في أعلى مستوياتها. تعمل الطلاءات السطحية - نيتريد التيتانيوم (TiN)، أو نيتريد كربونات التيتانيوم (TiCN)، أو الكربون الشبيه بالألماس (DLC) - على إطالة عمر الخدمة بشكل أكبر عن طريق تقليل معامل الاحتكاك في الواجهة الفارغة للأداة.
ل مجموعات قوالب الختم عالية الدقة يعد استهداف التفاوتات في مكونات السيارات أو المركبات الكهربائية واختيار الفولاذ للأداة ومواصفات المعالجة الحرارية أمرًا بالغ الأهمية مثل معلمات التصميم الهندسي الموضحة أعلاه. سوف يفشل القالب المثالي الأبعاد المصنوع من الفولاذ المعالج بالحرارة بشكل غير صحيح قبل وقت طويل من عمر التصميم.
المحاكاة قبل الفولاذ: تحليل العناصر المحدودة في تصميم القالب
يعتمد التصميم الحديث لقوالب السحب العميق بشكل كبير على تحليل العناصر المحدودة (FEA) للتنبؤ بنتائج التشكيل قبل قطع أي معدن. تقوم عمليات محاكاة FEA بنمذجة الفراغ كشبكة من العناصر القابلة للتشوه، وتطبيق ضربة الثقب بشكل متزايد، وحساب توزيع الضغط والإجهاد والسمك في كل نقطة في الفراغ طوال السكتة الدماغية.
تشتمل مخرجات المحاكاة المعايرة جيدًا على تراكب مخطط حدود التشكيل (FLD)، والذي يوضح ما إذا كانت أي منطقة من الفراغ تقترب من حدود الكسر أو التجاعيد. إذا تنبأت المحاكاة بالفشل، فيمكن للمصمم ضبط نصف قطر التثقيب، أو نصف قطر القالب، أو ضغط الرابط، أو رسم هندسة الخرز، أو الشكل الفارغ - بالتكرار في البرامج بدلاً من الفولاذ. تعمل هذه العملية على ضغط وقت التجربة بشكل كبير وتقليل عدد تعديلات الأداة المادية المطلوبة قبل أن ينتج القالب أجزاء مقبولة.
تعتمد جودة المحاكاة على بيانات بطاقة المواد الدقيقة - وتحديدًا وصف سطح الإنتاج وقيم r وقيمة n ومنحنى إجهاد التدفق لملف المادة المحدد الذي سيتم استخدامه في الإنتاج. وتنتج البيانات المادية العامة تنبؤات معقولة ولكنها غير موثوقة؛ تنتج البيانات الخاصة بالمواد من اختبار الشد واختبار FLD تنبؤات تترجم مباشرة إلى سلوك الصحافة.
ملخص: متغيرات التصميم الأكثر أهمية
يعتمد تصميم قالب السحب العميق على عدد صغير من المتغيرات، كل منها يجب ضبطه ضمن نطاق يعتمد على المتغيرات الأخرى. يحدد نصف قطر اللكمة والقالب شدة الانحناء عند التحولات. يستوعب خلوص العمل سماكة المعدن دون توليد احتكاك مدمر. تحدد نسبة الرسم الحد الأعلى للتشوه في مرحلة واحدة. ضغط الموثق ورسم الخرز يتحكم في تدفق المواد حول المحيط الفارغ. يحدد التشحيم والتشطيب السطحي مقدار ضغط الرابط المسموح به الذي يصل فعليًا إلى الفراغ. يتحكم اختيار الفولاذ والطلاء في المدة التي يحافظ فيها القالب على تلك الظروف المحددة بعناية.
لا يمكن تحسين أي متغير بمفرده. يؤدي التغيير في نصف قطر دخول القالب إلى تغيير الضغط الأمثل للرابط. يؤدي التغيير في درجة المادة إلى تغيير نسبة السحب الممكنة. هذا الاعتماد المتبادل هو السبب وراء أن تصميم قالب السحب العميق يتطلب منهجًا منهجيًا - ولماذا يؤدي تنفيذه بشكل صحيح، بدءًا من المحاكاة وحتى الاختبار، إلى إنتاج أجزاء تلبية المتطلبات الهيكلية والأبعاد المطلوبة لتطبيقات العجلات والهيكل باستمرار عبر الملايين من دورات الإنتاج.
المنشور السابق
أجزاء ختم مقاعد السيارات: التصنيع عالي الدقة وتحمل الحمولة واختيار المواد
المشاركة التالية
أجزاء ختم مقعد السيارة: دليل الجودة والملاءمة
لدينا المنتجات.
ابدأ عملك مع إحدى الشركات المصنّعة للمعدات الأصلية هنا!
تزويد العملاء العالميين بحلول متكاملة جاهزة للاستخدام
من خلال
الابتكار!
روابط سريعة
أخبار
معلومات الاتصال.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
حقوق الطبع والنشر © سوتشو Shuangqisi قوالب المعدات المحدودة جميع الحقوق محفوظة. يموت ختم مخصص مصنعي قوالب ختم المعدن
