-
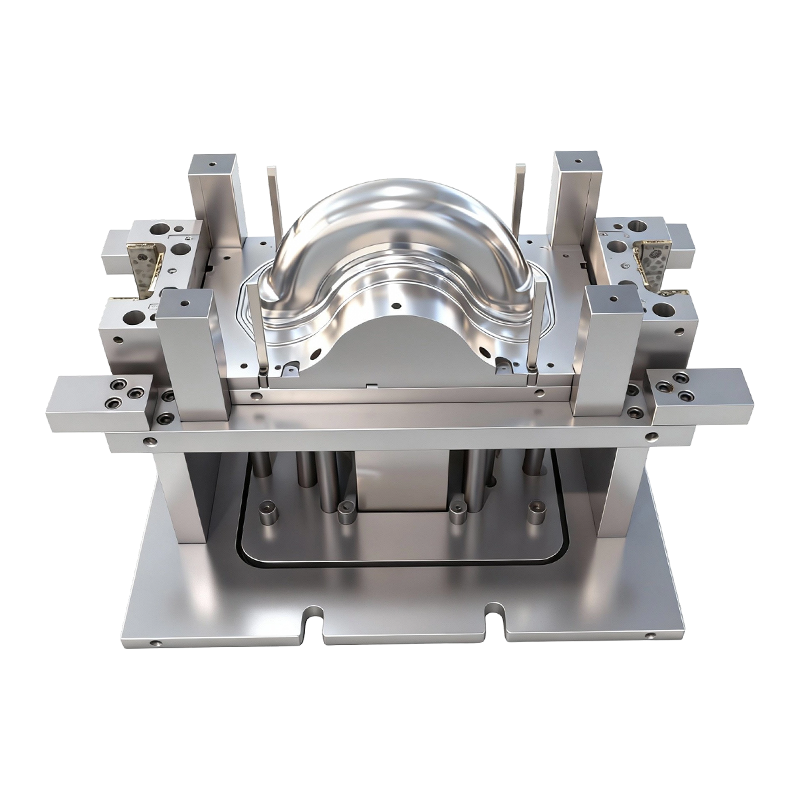
قالب رسم عميق للعجلات الأمامية والخلفية للسيارات الكهربائية ذات العجلتين
قالب الرسم العميق للعجلات الأمامية والخلفية للس...
-
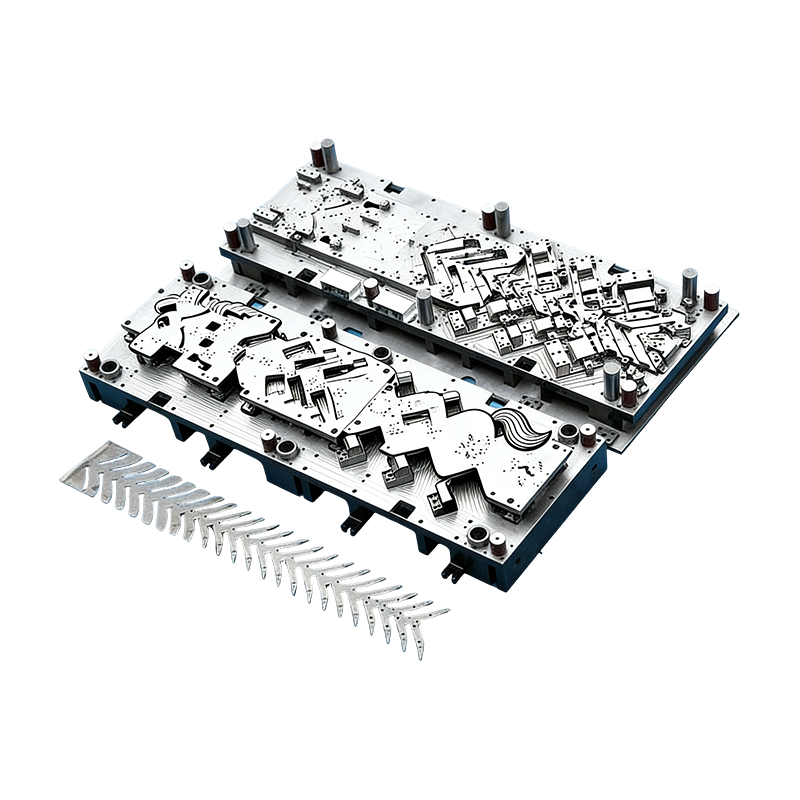
القوالب التقدمية لقطع غيار السيارات
تم تصميم هذا القالب المستمر لغطاء محرك السيارة ...
-
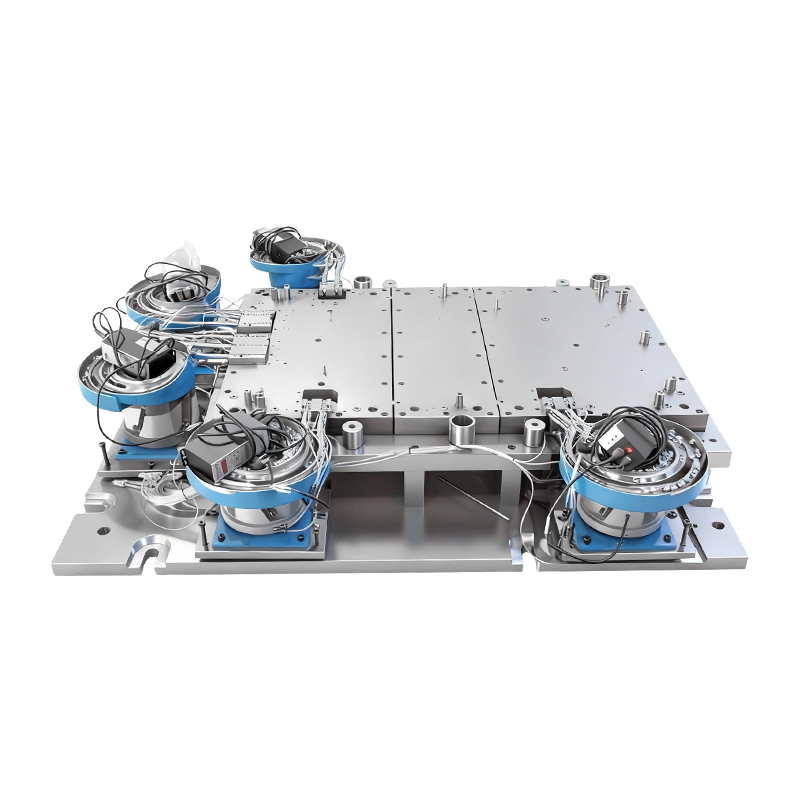
قالب التثبيت التلقائي لقاعدة آلة الكمبيوتر الكبيرة
يتكامل قالب التثبيت الأوتوماتيكي لقاعدة ماكينات...
-
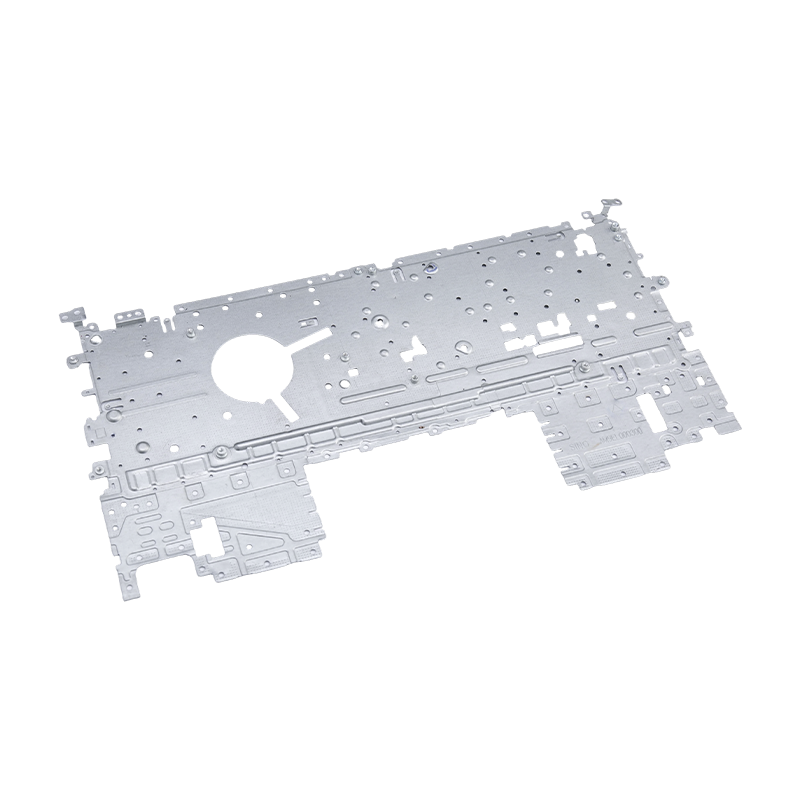
أجزاء ختم الكمبيوتر المحمول
إن أجزاء ختم الكمبيوتر المحمول الخاصة بنا عبارة...
-
أجزاء ختم الفرن الراقية
إن أجزاء ختم الفرن المتطورة لدينا عبارة عن مكون...
-
أجزاء ختم الكمبيوتر الكبيرة الراقية
إن أجزاء ختم الكمبيوتر الكبيرة المتطورة الخاصة ...
أخبار الصناعة
الصفحة الرئيسية / أخبار / أخبار الصناعة / أجزاء ختم مقاعد السيارات: التصنيع عالي الدقة وتحمل الحمولة واختيار المواد
أجزاء ختم مقاعد السيارات: التصنيع عالي الدقة وتحمل الحمولة واختيار المواد
2026-06-04
يجب أن تكون لوحة باب السيارة ملائمة ومظهرًا جيدًا. يحتاج ختم إطار المقعد إلى القيام بما هو أكثر بكثير: يجب أن يحمل الوزن الثابت للراكب على مدى مئات الآلاف من الدورات، ويمتص القوى الديناميكية للفرملة القوية والطرق الوعرة، ويحافظ على هندسته بدقة كافية بحيث يتم تجميع مثبت حزام الأمان وآلية الاستلقاء والسكك المنزلقة وتعمل بشكل صحيح. هذا المزيج من المتطلبات الهيكلية والتعب والأبعاد يجعل أجزاء ختم مقعد السيارة من بين المكونات الأكثر تطلبًا التي ستنتجها أداة الختم المعدنية الدقيقة - ومؤشر واضح للعمق الهندسي للشركة المصنعة.
تتناول هذه المقالة الأبعاد الهندسية الخمسة التي تحدد ما إذا كان ختم إطار المقعد يعمل بشكل موثوق طوال فترة خدمة السيارة: متطلبات التسامح، واختيار المواد، ودقة القالب، وأداء الحمل، والتوافق مع المركبات المتعددة.

لماذا تواجه أجزاء ختم مقاعد السيارات تفاوتات أكثر صرامة من معظم مكونات الجسم
يتم تقييم أختام لوحة الجسم في المقام الأول على مظهر السطح وملاءمته. تظهر فجوة بعرض 0.5 مم جدًا؛ تؤدي الفجوة التي يبلغ حجمها 0.3 مم إلى حدوث تداخل في التجميع. كلاهما غير مقبول، لكن لا يمثل أي منهما مشكلة تتعلق بالسلامة. تعمل أختام إطار المقعد في وضع فشل مختلف تمامًا: ينتشر الخطأ في الأبعاد في المكون الهيكلي إلى سعة تحميل منخفضة، وواجهات غير محاذاة بشكل صحيح للسلامة، وتشقق التعب المبكر.
النظر في قوس تركيب آلية كرسي. يجب وضع فتحات المسامير الخاصة بها في أجزاء من المليمتر لضمان تشغيل الكرسي لأسنان القفل بشكل موحد عبر قوس الضبط الكامل. يؤدي نمط الفتحة المتغيرة إلى إنشاء حمل غريب الأطوار على آلية القفل - لا يظهر على الفور، ولكنه يتدهور تدريجيًا على مدار عمر المقعد. وينطبق نفس المنطق على نقاط ربط السكك الحديدية المنزلقة، والتي يجب أن توزع حمل الركاب بشكل متناظر على كلا القضبان؛ أي عدم تناسق يركز الضغط على ملحق واحد ويسرع من التآكل أو فشل التعب.
معيار التسامح أجزاء ختم مقعد السيارة مصنوعة وفقًا لمعايير سلامة السيارات وبالتالي، فهي أكثر إحكامًا من أختام الجسم العامة - ولا يتم تطبيقها فقط عند فحص المادة الأولى ولكن عبر عمليات الإنتاج، لأن الاختلاف بين أجزاء الإنتاج المبكرة والمتأخرة يؤثر على إنتاجية خط التجميع ووقت التعديل في نهاية الخط.
الفولاذ عالي القوة مقابل سبائك الألومنيوم: اختيار المادة المناسبة لأختام إطار المقعد
لا يعد القرار المادي لأختام إطار المقعد خيارًا واحدًا يتم تطبيقه على المقعد بأكمله - بل هو تحسين لكل مكون على حدة يوازن بين متطلبات القوة، وتشكيل التعقيد، وأهداف الوزن، والتكلفة.
فولاذ عالي القوة تظل المادة السائدة في مكونات إطار المقعد الهيكلي. يوفر الفولاذ المتقدم عالي القوة (AHSS) بقوة شد تبلغ 600-1500 ميجا باسكال قوة الإنتاج اللازمة لأقواس الكرسي وتعزيزات حوض المقعد وإطارات ظهر المقعد لتحمل حمل عزم الدوران الخلفي البالغ 530 نيوتن متر المحدد في معايير سلامة مقاعد السيارات دون تشوه دائم. كما تقاوم الصلابة العالية للمادة لحظات الانحناء الناتجة عن انتقال أحمال حزام الأمان عبر إطار المقعد أثناء الاصطدام الأمامي. وتتمثل المقايضة في أن الفولاذ عالي القوة يتطلب أدوات أكثر قدرة - حمولة ضغط أعلى، ومواد قوالب دقيقة، وإدارة دقيقة لقوة الحامل الفارغ - لأن انخفاض ليونتها مقارنة بالفولاذ الطري يترك هامشًا أقل لتكوين الأخطاء قبل حدوث التشقق.
سبائك الألومنيوم يتم تحديده بشكل متزايد لمكونات المقاعد حيث يكون تقليل الوزن هو الأولوية، خاصة في السيارات الكهربائية حيث تبرر كفاءة النطاق ارتفاع تكلفة المواد والأدوات. يمكن لأختام إطار المقعد المصنوعة من الألومنيوم أن تقلل من وزن المكونات بنسبة 30-40% مقارنة بمكافئاتها من الفولاذ. ويتمثل التحدي في أن قوة الإنتاج المنخفضة للألمنيوم تتطلب عادةً أقسامًا أكثر سمكًا أو تعزيز التصميم لتحقيق أداء هيكلي مكافئ - مما يعوض جزئيًا ميزة الوزن. ويتطلب الجزء الخلفي الأكبر أثناء التشكيل أيضًا تعويضًا أكثر دقة للقالب والتحكم الدقيق في العملية للحفاظ على دقة الأبعاد.
من الناحية العملية، غالبًا ما تجمع مجموعات المقاعد بين: الفولاذ عالي القوة لمسارات التحميل الأولية (الإطار الخلفي، وقوس الكرسي، وتعزيز مرساة حزام الأمان) وسبائك الألومنيوم للهياكل الثانوية حيث يكون لتقليل الوزن فائدة واضحة وتكون الأحمال القصوى أقل (الأعضاء الجانبية لوعاء الوسادة، وأقواس دليل مسند الرأس).
كيف تحدد قوالب الختم عالية الدقة قدرة التحمل
يتم تحديد الخواص الميكانيكية لجزء إطار المقعد المختوم جزئيًا من خلال المادة الخام وجزئيًا من خلال عملية الختم نفسها. القالب الذي ينتج سمك جدار غير متناسق - من خلال قوة الحامل الفارغة غير المتساوية، أو نصف قطر الثقب البالي، أو الخلوص غير الدقيق بين الثقب والقالب - يخلق ترققًا محليًا في الجزء المختوم. تصبح هذه المناطق الرقيقة تركيزات الإجهاد: المواقع الأولى التي تستسلم تحت الحمل الزائد الثابت ومواقع بدء تشققات التعب تحت التحميل الدوري.
هذا هو الرابط الميكانيكي المباشر بين دقة القالب وقدرة تحمل الختم على المقعد . ينتج القالب الذي تم تشكيله بدقة 0.002 مم على أسطح التشكيل الحرجة أجزاء ذات سمك جدار ثابت طوال عمق السحب. يتم توزيع حمل الساكن بشكل موحد عبر القسم، وتبقى ضغوط العمل أقل بكثير من حد كلال المادة، ويلبي الجزء هدف العمر التصميمي الخاص به. ينتج القالب الذي يحتوي على أنصاف أقطار مهترئة أو مُشكَّلة بشكل غير دقيق أجزاءً يتركز فيها الترقق، وترتفع الضغوط المحلية، ويقل عمر الكلال - في كثير من الأحيان دون أي عدم مطابقة في الأبعاد يمكن اكتشافه عن طريق الفحص الروتيني.
جودة الحافة لها نفس الأهمية. تعمل النتوءات والشقوق الصغيرة الموجودة على الحواف المثقوبة الناتجة عن الأدوات الباهتة أو سيئة التركيب كمواقع لبدء الشقوق. في ظل التحميل الدوري للقيادة العادية - اهتزازات الطريق، ودورات ضبط المقعد، ودخول وخروج الركاب - تنتشر عيوب الحواف هذه إلى شقوق الكلال في المادة الأساسية. تعمل حواف القص الناعمة والمدعومة جيدًا والتي يتم إنتاجها بواسطة الأدوات الدقيقة على التخلص من وضع الفشل هذا.
ل قوالب الرسم العميق للسيارات والمركبات الكهربائية لمكونات إطار المقعد وبالتالي، فإن جودة التصميم والتصنيع للأدوات لا يمكن فصلها عن الأداء الهيكلي للأجزاء التي تنتجها.
أداء الحمل الثابت والديناميكي: ما هي أجزاء ختم المقعد التي يجب أن تتحملها
تحمل أختام إطار المقعد ثلاث فئات مختلفة من الأحمال، ولكل منها آثار مختلفة على التصميم ومواصفات المواد.
الأحمال الساكنة تمثل الوزن المستمر للراكب - عادةً ما يتراوح بين 75 إلى 100 كجم لراكب واحد، ويعمل بشكل مستمر من خلال وسادة المقعد والظهر. تحدد هذه الأحمال الحد الأدنى لمساحة المقطع العرضي وقوة إنتاج المادة المطلوبة لمنع التشوه الدائم أثناء الاستخدام العادي. من السهل اختبار أداء الحمل الثابت والتحقق منه، ومعظم حالات فشل ختم المقعد المنسوبة إلى "الحمل الزائد الساكن" هي في الواقع حالات فشل الكلال التي كانت تتسارع لبعض الوقت قبل ظهور التشوه المرئي.
الأحمال الديناميكية تنشأ من تسارع السيارة، والكبح، والانعطاف، ومخالفات سطح الطريق. أثناء الكبح الشديد عند تباطؤ بمقدار 1 جرام، يؤدي القصور الذاتي الأمامي لراكب يبلغ وزنه 75 كجم إلى توليد ما يقرب من 750 نيوتن من الحمل عبر ظهر المقعد وفي آلية الاستلقاء وأختام الإطار الخلفي. على أسطح الطرق الوعرة، من الممكن تحقيق تسارع عمودي قدره 2-3 جرام، مما يؤدي إلى تدوير إطار المقعد بترددات تتراوح من 1 إلى 20 هرتز لآلاف الساعات طوال عمر السيارة. تعد مقاومة الاهتزاز - قدرة الهيكل المختوم على الحفاظ على خصائصه الهندسية والميكانيكية في ظل هذا التحميل الدوري - أحد أبعاد الأداء التي كثيرًا ما يتم الاستهانة بها في مراجعات التصميم الأولية ولكنها تصبح مرئية في اختبارات المتانة على المدى الطويل.
أحمال الأعطال تمثل الحالة الأسوأ. في حالة حدوث تصادم أمامي بسرعة 50 كم/ساعة مع تحميل حزام الأمان، يجب أن ينقل إطار المقعد الطاقة الحركية للراكب إلى هيكل السيارة دون أن يتعرض للكسر أو يسمح بإزاحة المقعد مما قد يؤدي إلى إصابة الراكب. تعد هذه الأحمال أعلى حجمًا من أحمال القيادة الديناميكية، والأجزاء المختومة في مثبت حزام الأمان، والإطار الخلفي، وآلية قفل قضيب الانزلاق كلها موجودة في مسار التحميل الأساسي.
يتطلب تلبية جميع فئات الأحمال الثلاثة في وقت واحد أن توفر عملية الختم دقة الأبعاد وخواص ميكانيكية متسقة - ولهذا السبب تعد إمكانية تتبع المواد ومراقبة السُمك أثناء العملية من المتطلبات القياسية في سلاسل توريد مكونات مقاعد السيارات.
التوافق مع المركبات المتعددة ومتطلبات دقة أبعاد OEM
نادرًا ما يخدم مورد ختم المقعد الواحد منصة مركبة واحدة. يقوم عملاء OEM والشركات المصنعة للمقاعد من المستوى 1 بمصدر المكونات المختومة التي يجب أن تناسب خطوط مركبات متعددة، غالبًا مع مغلفات ذات أبعاد مختلفة، وتكوينات التركيب، ومتطلبات حمل الأمان. تعد إدارة هذا التعقيد متعدد المنصات دون تكاثر تكلفة الأدوات إحدى الكفاءات الأساسية التي تفصل بين موردي الختم القادرين ومعالجي السلع.
أساس التوافق مع المركبات المتعددة هو دقة الأبعاد على مستوى الميزات الفردية - وليس فقط هندسة الأجزاء الشاملة. تضمن تفاوتات موضع الثقب التي تبلغ ± 0.15 مم أو أكثر إحكامًا في ميزات التثبيت وتحديد الموقع أن نفس الجزء المختوم يتم تجميعه بشكل صحيح في بنيات مختلفة لإطار المقعد دون الحاجة إلى تعديل يدوي أو إعادة صياغة. لا يمكن تحقيق هذا المستوى من الدقة إلا عندما يتم تصميم القالب بمراجع مسند الإسناد المناسبة، وتصنيعه وفقًا لتفاوتات الميزات المشددة، والتحقق من صحته من خلال فحص المادة الأولى الكامل مقابل نموذج CAD الخاص بالعميل قبل إطلاق الإنتاج.
لا يعد تصميم القالب المخصص تكلفة عامة في هذا السياق - بل هو الآلية التي يتم من خلالها تحقيق دقة الأبعاد والتوافق مع المركبات المتعددة. إن القالب المصمم خصيصًا لهندسة الجزء، مع مواضع الميزات والخلوصات المطابقة لمتطلبات تشكيل الجزء، سوف ينتج باستمرار أجزاء يتم تجميعها بشكل صحيح. سيتطلب القالب العام أو المعدل الفرز المستمر أو الحشو أو التعديل للحفاظ على إخراج الأبعاد المقبول.
ال مجموعة كاملة من أجزاء ختم السيارات في SQS يتم إنتاجه من قوالب مصممة ومصنعة داخليًا، مما يضمن أن متطلبات الأبعاد لمنصة مركبة كل عميل قد تم تصميمها في الأدوات منذ البداية بدلاً من تعويضها في الإنتاج.
ميزة تصنيع الأجزاء والقوالب المتكاملة من SQS لأختام المقاعد
ال conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
تقوم شركة Suzhou Shuangqisi Mould Equipment Co., Ltd. بتشغيل كلتا الوظيفتين تحت سقف واحد. نفس الفريق الهندسي الذي يصمم قالب الختم لمكون إطار المقعد يقوم أيضًا بتشغيل المطبعة التي تنتج الأجزاء. عندما يظهر انحراف الأبعاد في الإنتاج - كما هو الحال على مدى عمر خدمة القالب من خلال التآكل التدريجي - فإن الاستجابة تكون تصحيحًا مستنيرًا للقالب بدلاً من حل بديل للعملية. والنتيجة هي جودة جزء أكثر اتساقًا عبر عملية الإنتاج ومسارًا أسرع للسبب الجذري عند حدوث حالات عدم المطابقة.
تدعم البنية التحتية للتصنيع في SQS هذا التكامل على مستوى الدقة الذي تتطلبه أختام مقاعد السيارات. تحقق آلات EDM السلكية المصدرة من اليابان دقة تصنيع في حدود 0.002 مم على ميزات القالب، مما يضمن أن أسطح التشكيل التي تحدد سمك الجدار وجودة الحافة وموضع الثقب تتوافق مع التفاوتات التي يتطلبها تصميم الجزء. يغطي أسطول الصحافة الذي يمتد من 80 طنًا إلى 400 طنًا النطاق الكامل لهندسة ختم إطار المقعد، بدءًا من مكونات الأقواس الصغيرة وحتى هياكل الإطار الخلفي بالكامل. مع أكثر من 15 عامًا من الخبرة في خدمة عملاء OEM وموردي السيارات من المستوى الأول، وفريق مكون من 60 موظفًا فنيًا مخصصًا لتصميم القوالب وتصنيعها وضمان الجودة، توفر SQS العمق الهندسي الذي تتطلبه برامج ختم إطار المقعد.
ل OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
المنشور السابق
أجزاء الختم المعدني للأجهزة المنزلية: المواد والدقة والحلول المخصصة
المشاركة التالية
تصميم قالب الرسم العميق: التثقيب، القالب، التخليص ودليل التخفيض متعدد المراحل
لدينا المنتجات.
ابدأ عملك مع إحدى الشركات المصنّعة للمعدات الأصلية هنا!
تزويد العملاء العالميين بحلول متكاملة جاهزة للاستخدام
من خلال
الابتكار!
روابط سريعة
أخبار
معلومات الاتصال.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
حقوق الطبع والنشر © سوتشو Shuangqisi قوالب المعدات المحدودة جميع الحقوق محفوظة. يموت ختم مخصص مصنعي قوالب ختم المعدن
