-
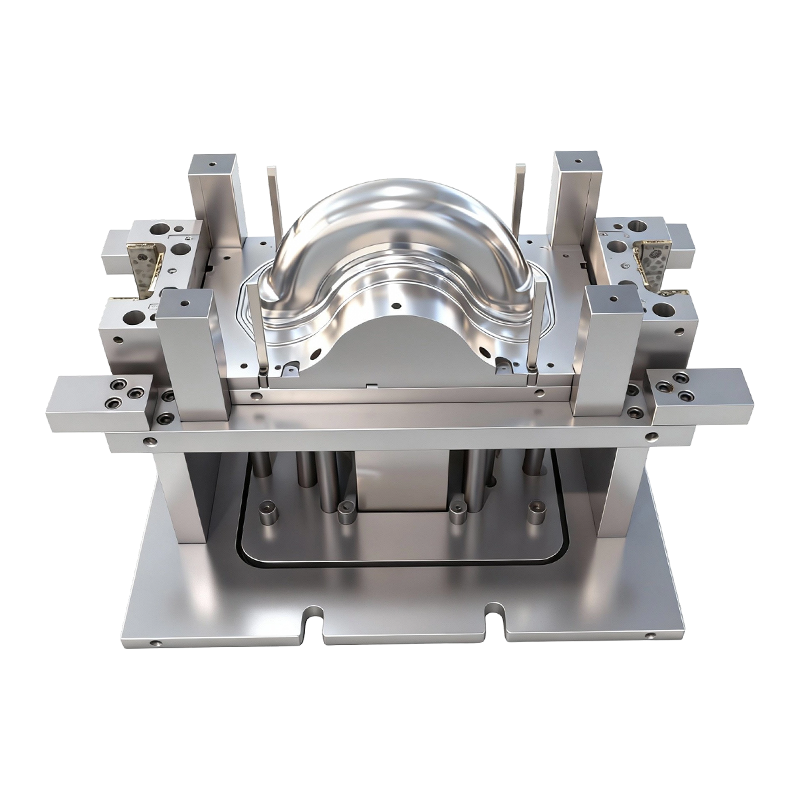
قالب رسم عميق للعجلات الأمامية والخلفية للسيارات الكهربائية ذات العجلتين
قالب الرسم العميق للعجلات الأمامية والخلفية للس...
-
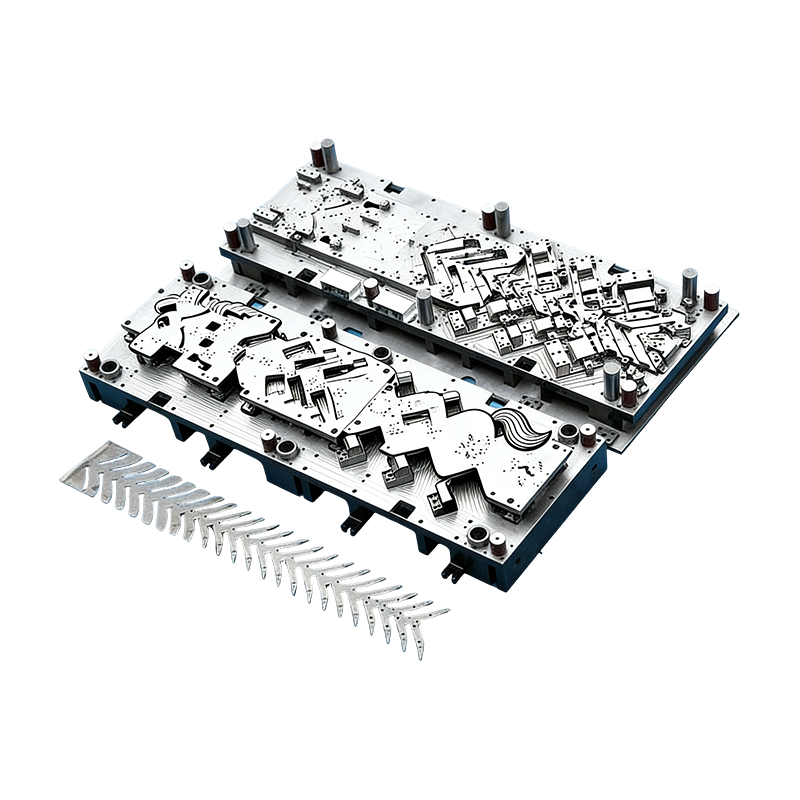
القوالب التقدمية لقطع غيار السيارات
تم تصميم هذا القالب المستمر لغطاء محرك السيارة ...
-
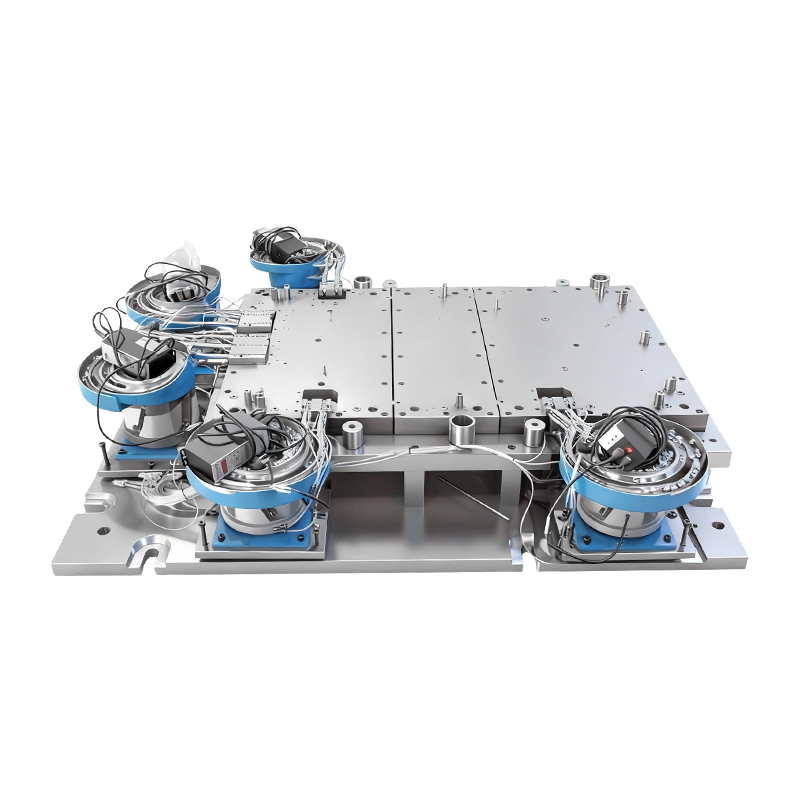
قالب التثبيت التلقائي لقاعدة آلة الكمبيوتر الكبيرة
يتكامل قالب التثبيت الأوتوماتيكي لقاعدة ماكينات...
-
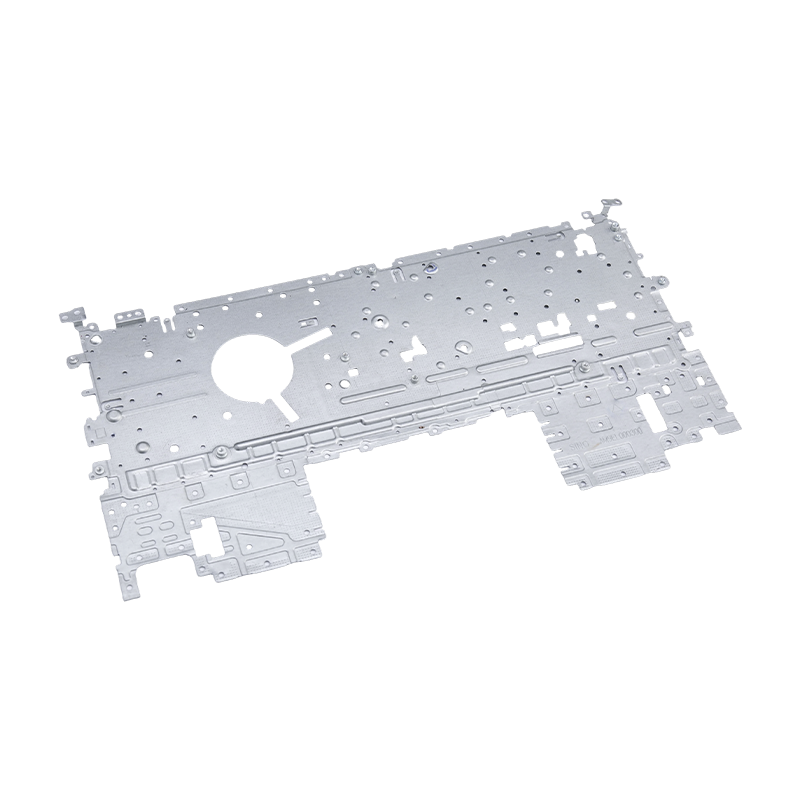
أجزاء ختم الكمبيوتر المحمول
إن أجزاء ختم الكمبيوتر المحمول الخاصة بنا عبارة...
-
أجزاء ختم الفرن الراقية
إن أجزاء ختم الفرن المتطورة لدينا عبارة عن مكون...
-
أجزاء ختم الكمبيوتر الكبيرة الراقية
إن أجزاء ختم الكمبيوتر الكبيرة المتطورة الخاصة ...
أخبار الصناعة
ما هو الفرق بين قوالب الختم المعدنية التقدمية والنقلية؟
2026-02-25
كيف يقوم كل نوع من القوالب بنقل المواد عبر المطبعة
يكمن الاختلاف الأساسي بين قوالب الختم المعدنية التقدمية والنقلية في كيفية انتقال قطعة العمل من محطة تشكيل إلى أخرى. في القالب التدريجي، يبقى الفراغ متصلًا بشريط الملف الأصلي طوال تسلسل التشكيل بأكمله. يتقدم الشريط بميل ثابت مع كل ضربة ضغط، ويحمل الأجزاء المشكلة جزئيًا عبر محطات متتالية - الثقب، والطعن، والثني، والرسم - حتى يتم قطع الجزء النهائي من الهيكل العظمي في المحطة النهائية. لا يتم فصل الجزء فعليًا عن الشريط حتى اكتمال التشكيل، مما يعني أن الشريط نفسه يعمل كحامل ومرجع تحديد موقع لكل عملية.
نقل يموت ختم المعدن تعمل على مبدأ مختلف جذريا. يتم قطع قطعة فارغة من الملف أو الورقة في المحطة الأولى ثم يتم نقلها كقطعة حرة مستقلة من محطة إلى أخرى بواسطة نظام إصبع نقل ميكانيكي أو مؤازر. نظرًا لأن الجزء لم يعد متصلاً بشريط، فيمكن إعادة وضعه أو قلبه أو إعادة توجيهه بين المحطات - وهي حركات مستحيلة هندسيًا عندما تظل قطعة العمل متصلة بحامل مستمر. هذا التمييز في كيفية التعامل مع المواد هو السبب الجذري لكل الاختلافات الأخرى تقريبًا بين نوعي القالب من حيث القدرة والتكلفة والتطبيق.
هندسة الجزء وتعقيد التشكيل
تعد قوالب الختم المعدنية التقدمية مناسبة بشكل أفضل للأجزاء المسطحة أو الضحلة نسبيًا في المظهر الجانبي. نظرًا لأن الجزء يظل داخل الشريط، فإن الارتفاع الإجمالي لأي ميزة مشكلة يكون مقيدًا بالحاجة إلى استمرار الشريط في التغذية بشكل نظيف من خلال القالب دون أن تؤدي الهندسة المشكلة إلى تلوث المحطات المجاورة أو هيكل القالب نفسه. بالنسبة للأجزاء ذات عمق السحب المتواضع - الأقواس، والمحطات الطرفية، والمشابك، والتصفيحات، والأجهزة ذات المقطع الرفيع - نادرًا ما يكون هذا القيد مهمًا، والأدوات التقدمية هي الاختيار الطبيعي. غالبًا ما يمكن تصميم تخطيط الشريط لتحقيق معدلات استخدام المواد أعلى من 75%، ويعني غياب آلية النقل عددًا أقل من المكونات الميكانيكية ونظامًا إجماليًا أبسط.
نقل metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
السرعة والإنتاجية وحجم الإنتاج
تتفوق قوالب الختم المعدني التقدمي باستمرار على قوالب النقل في عدد الضربات في الدقيقة. نظرًا لعدم وجود آلية نقل للمزامنة - لا توجد أصابع للتمديد والإمساك والتحريك والتراجع بين الضربات - يمكن أن تعمل القوالب التقدمية بسرعات تتراوح من 200 إلى 1500 SPM اعتمادًا على تعقيد الجزء وقدرة الضغط. بالنسبة لإنتاج الأجزاء الصغيرة إلى المتوسطة بكميات كبيرة والذي يتم قياسه بملايين القطع سنويًا، تُترجم ميزة السرعة هذه إلى فائدة إنتاجية حاسمة يصعب على أي طريقة ختم أخرى مطابقتها.
نقل dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
تكلفة الأدوات والصيانة ومقارنة الإعداد
تختلف تكاليف الاستثمار في الأدوات والصيانة المستمرة اختلافًا كبيرًا بين نوعي القالب، ويعد فهم هذه الاختلافات أمرًا ضروريًا لاتخاذ قرار سليم بشأن المصادر.
| عامل | قوالب ختم المعادن التقدمية | نقل Metal Stamping Dies |
| تكلفة الأدوات الأولية | معتدلة إلى عالية | عالية إلى عالية جدًا |
| وقت الإعداد لكل تشغيل | أقصر - مجموعة قوالب واحدة | أطول - يجب توقيت نظام النقل وتعديله |
| تعقيد الصيانة | معتدل - شحذ الثقب/القالب، ارتداء الطيار | أعلى - تضيف الأصابع المتحركة والقضبان والتوقيت نقاط تآكل |
| يموت تغيير المرونة | محدودة — المحطات مترابطة | أعلى — يمكن تبديل قوالب المحطات الفردية بشكل مستقل |
| الحد الأدنى لحجم قابل للحياة | عالية (إطفاء التكلفة على الحجم) | متوسطة إلى عالية |
إحدى ميزات الصيانة التي تحملها قوالب الختم المعدنية على الأدوات التقدمية هي القدرة على خدمة أو استبدال قوالب المحطات الفردية دون إعادة بناء الأداة بأكملها. نظرًا لأن كل قالب محطة عبارة عن وحدة منفصلة، يمكن سحب محطة السحب البالية وإعادة تأريضها بينما تظل المحطات الأخرى في المطبعة. في القالب التدريجي، يتم دمج جميع المحطات في مجموعة مركبة واحدة، مما يعني أن أي صيانة تتطلب تفكيك القالب تؤثر على الأداة بأكملها وعملية الإنتاج بأكملها.
استخدام المواد والاختلافات في معدل الخردة
يعد استخدام المواد مجالًا آخر يتباعد فيه نوعا القالب بشكل مفيد. تنتج قوالب الختم المعدنية التقدمية هيكلًا متواصلًا للخردة — الشريط المتبقي بعد إزالة الفراغات أو الأجزاء النهائية — والتي يجب التعامل معها وتقطيعها والتخلص منها أو إعادة تدويرها. اعتمادًا على هندسة الأجزاء وكفاءة تخطيط الشريط، يمكن أن يمثل هيكل الخردة ما بين 20 إلى 40% من إجمالي وزن الملف المستهلك. يمكن لتخطيطات الشريط المتطورة ذات التقطيع المائل، أو الأجزاء المتقابلة المتداخلة، أو التكوينات متعددة الصفوف أن تقلل هذا الرقم بشكل كبير، ولكن الهيكل العظمي هو نتيجة ثانوية لا مفر منها للمعالجة داخل الشريط.
نقل metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
اختيار نوع القالب المناسب لتطبيقك
يجب أن يكون الاختيار بين قوالب الختم المعدنية التدريجية والنقلية مدفوعًا بتقييم منظم لمتطلبات الأجزاء بدلاً من التكلفة وحدها. توفر المعايير التالية إطارًا عمليًا لاتخاذ القرار:
- هندسة الجزء: إذا كان من الممكن تشكيل الجزء بالكامل مع بقائه مسطحًا في الشريط — يمكن الوصول إلى جميع الميزات من الأعلى أو الأسفل دون تغيير موضعها — فإن الأدوات التقدمية تكون مناسبة. إذا كان الجزء يتطلب التشكيل على وجوه متعددة، أو السحب العميق بما يتجاوز نسبة العمق إلى القطر التي تبلغ حوالي 1:1، أو العمليات على الجانب السفلي من الحافة، فإن أدوات النقل مطلوبة.
- حجم الإنتاج: تفضل الكميات السنوية العالية جدًا (عادة ما تزيد عن 500000 قطعة سنويًا للأجزاء متوسطة التعقيد) القوالب التقدمية لأن ميزة السرعة تقلل من تكلفة وقت الضغط لكل قطعة بشكل كبير. تعد قوالب النقل أكثر اقتصادا بالنسبة للأحجام المعتدلة حيث تجعل هندسة الأجزاء الأدوات التقدمية مستحيلة.
- حجم الجزء: تصبح الأجزاء كبيرة الحجم - تلك التي تتجاوز حوالي 400 مم في أي بُعد - غير عملية في القوالب التقدمية لأن طول القالب الناتج ومتطلبات عرض الملف تتجاوز قدرات الضغط والتعامل مع الملف النموذجية. تتعامل خطوط النقل مع الأجزاء الكبيرة بطريقة أكثر عملية باستخدام قوالب محطة فردية بحجم الجزء بدلاً من أداة تقدمية ممدودة واحدة.
- متطلبات دقة الأبعاد: تحدد القوالب التقدمية الجزء عبر دبابيس تجريبية تقوم بإشراك الثقوب في الشريط، بينما تحدد قوالب النقل الفراغات الفردية عبر ميزات الأجزاء أو أدوات العش في كل محطة. بالنسبة للأجزاء التي يكون فيها التسامح بين الموضع بين الميزات أكثر إحكامًا من ± 0.05 مم، يجب تقييم استراتيجية تحديد الموقع لكل نوع قالب بعناية مقابل مجموعة التسامح التي ستولدها.
- مرونة التصميم المستقبلي: إذا كان من المتوقع أن يتغير تصميم الجزء خلال دورة حياة المنتج، فإن أدوات النقل توفر قدرة أكبر على التكيف حيث يمكن تعديل قوالب المحطة الفردية بشكل مستقل. غالبًا ما يتطلب تغيير إحدى الميزات في القالب التدريجي إعادة هندسة محطات متعددة مترابطة في وقت واحد.
ومن الناحية العملية، نادرا ما يتم اتخاذ القرار بمعزل عن الآخرين. سيقوم أحد مصنعي القوالب ذوي الخبرة بتقييم رسم الأجزاء، والتنبؤ بالحجم السنوي، وموارد الطباعة المتاحة، ومتطلبات التجميع النهائية معًا قبل التوصية باستراتيجية الأدوات. تمثل كل من قوالب الختم المعدنية التقدمية والنقلية تقنيات ناضجة ومفهومة جيدًا - والمفتاح هو مطابقة التكنولوجيا الصحيحة مع المتطلبات المحددة للتطبيق بدلاً من اتباع أي نهج أكثر شيوعًا.

المنشور السابق
مقارنة التكلفة: أجزاء ختم المعدن مقابل منتجات أجزاء السحب المعدنية في عام 2026
المشاركة التالية
تستهل صناعة قوالب ختم السيارات جولة جديدة من الترقيات التكنولوجية.
لدينا المنتجات.
ابدأ عملك مع إحدى الشركات المصنّعة للمعدات الأصلية هنا!
تزويد العملاء العالميين بحلول متكاملة جاهزة للاستخدام
من خلال
الابتكار!
روابط سريعة
أخبار
معلومات الاتصال.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
حقوق الطبع والنشر © سوتشو Shuangqisi قوالب المعدات المحدودة جميع الحقوق محفوظة. يموت ختم مخصص مصنعي قوالب ختم المعدن
