-
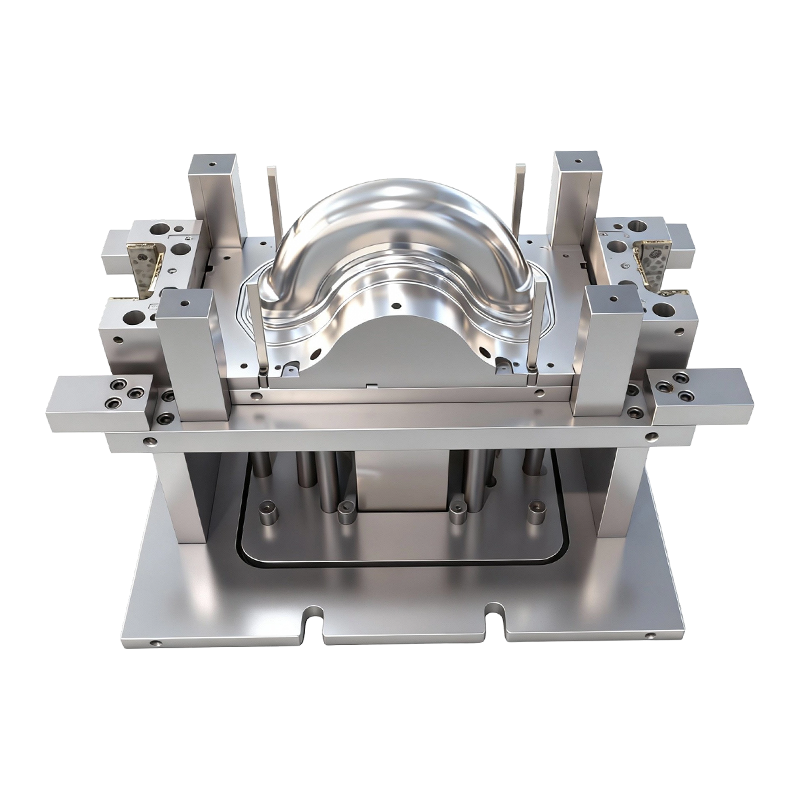
قالب رسم عميق للعجلات الأمامية والخلفية للسيارات الكهربائية ذات العجلتين
قالب الرسم العميق للعجلات الأمامية والخلفية للس...
-
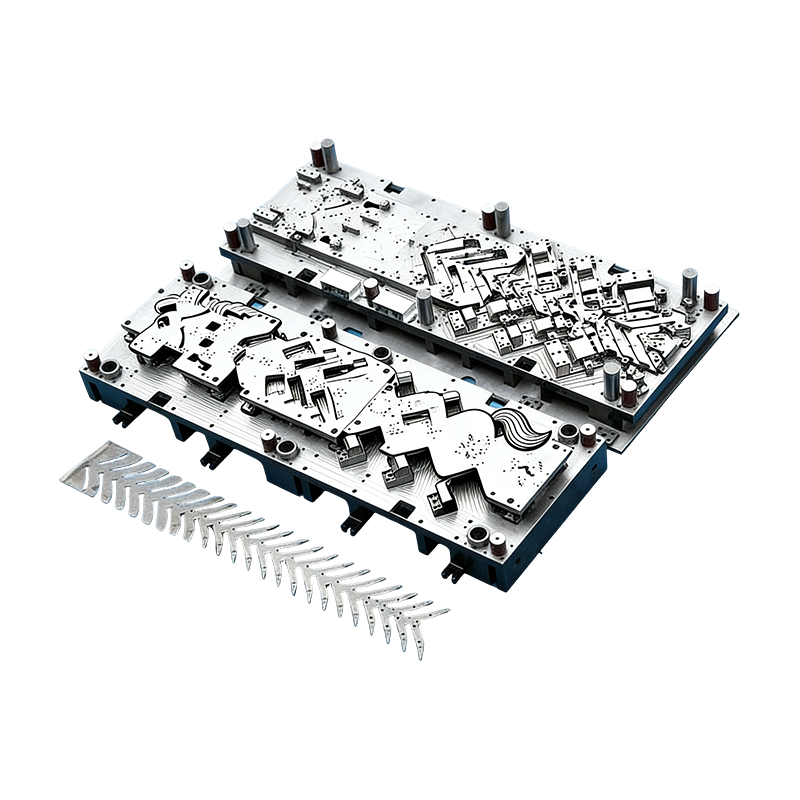
القوالب التقدمية لقطع غيار السيارات
تم تصميم هذا القالب المستمر لغطاء محرك السيارة ...
-
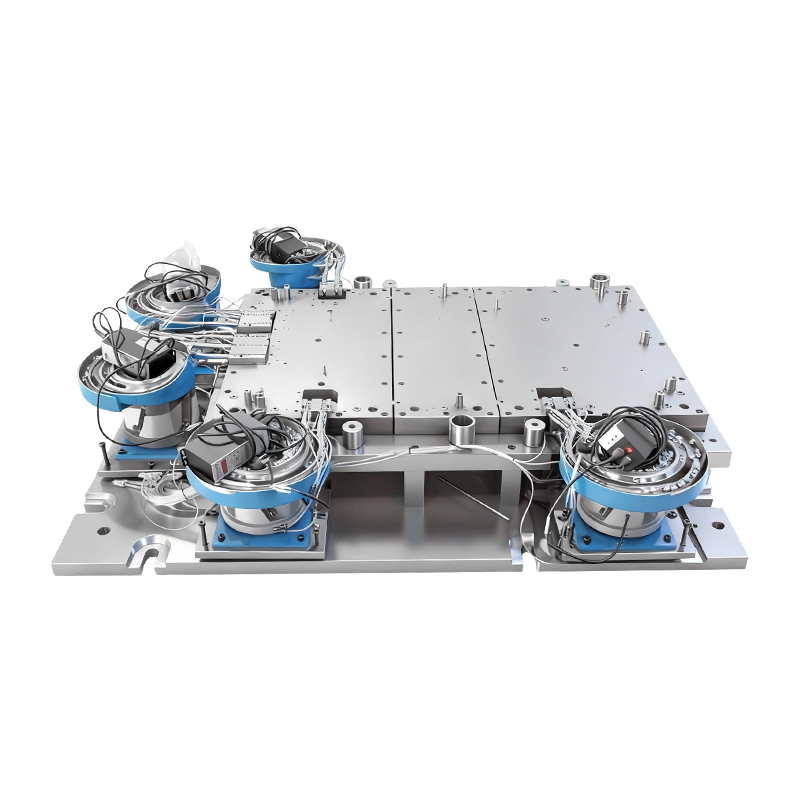
قالب التثبيت التلقائي لقاعدة آلة الكمبيوتر الكبيرة
يتكامل قالب التثبيت الأوتوماتيكي لقاعدة ماكينات...
-
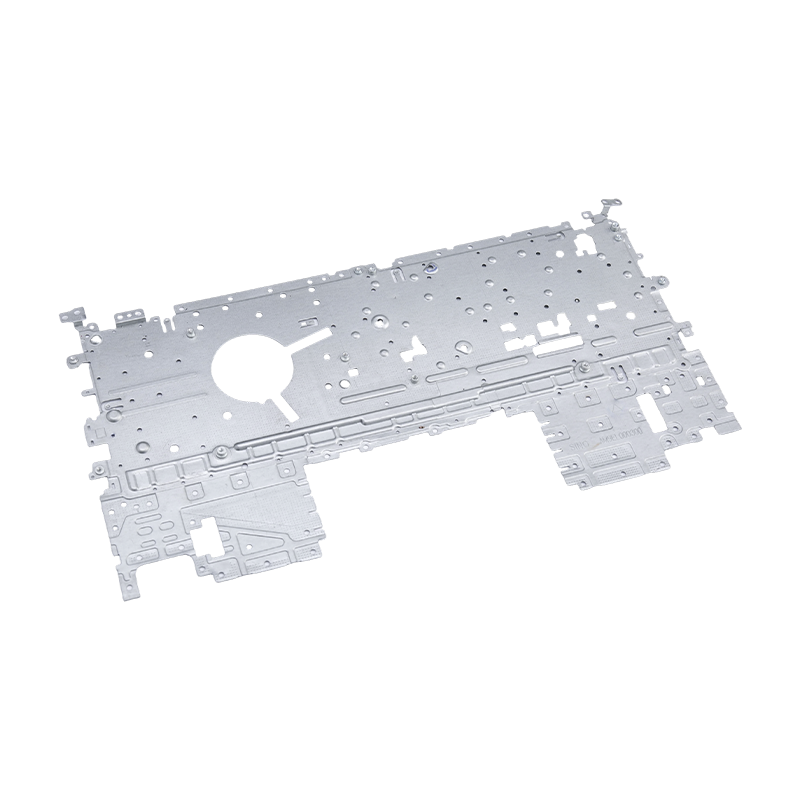
أجزاء ختم الكمبيوتر المحمول
إن أجزاء ختم الكمبيوتر المحمول الخاصة بنا عبارة...
-
أجزاء ختم الفرن الراقية
إن أجزاء ختم الفرن المتطورة لدينا عبارة عن مكون...
-
أجزاء ختم الكمبيوتر الكبيرة الراقية
إن أجزاء ختم الكمبيوتر الكبيرة المتطورة الخاصة ...
أخبار الصناعة
أجزاء ختم المعدن: الأنواع والتطبيقات
2026-04-27
ما هي أجزاء الختم المعدنية ولماذا تعتبر الدقة مهمة
أجزاء ختم معدنية هي مكونات يتم تصنيعها من خلال تطبيق قوة يتم التحكم فيها من خلال القوالب واللكمات على مخزون الصفائح المعدنية المسطحة، وتحويل المواد الخام إلى عناصر هيكلية ووظيفية ذات شكل دقيق من خلال عمليات تشمل التقطيع والثقب والثني والرسم والعملة. على عكس التصنيع، الذي يزيل المواد لتحقيق الشكل الهندسي، فإن الختم يزيح المعدن ويشكله، ولا يولد أي نفايات مادية تقريبًا في مرحلة القطع ويتيح قياس أوقات الدورات بأجزاء من الثانية لكل جزء. إن الجمع بين السرعة والتكرار واتساق الأبعاد يجعل ختم المعدن هو عملية التصنيع السائدة حيثما تكون هناك حاجة إلى كميات كبيرة من مكونات الصفائح المعدنية.
الدقة هي السمة المميزة التي تفصل بين الختم الصناعي وأعمال الصفائح المعدنية السلعية. في تطبيقات مثل الإلكترونيات الاستهلاكية، وتجميعات السيارات، والأجهزة المنزلية، يجب أن تستوفي المكونات المختومة تفاوتات تصل إلى ±0.05 مم على الأبعاد الحرجة، مع التحكم في انحرافات التسطيح إلى أقل من 0.1 مم عبر سطح الجزء. يتطلب تحقيق هذه المواصفات باستمرار عبر عمليات الإنتاج لمئات الآلاف من القطع أدوات قوالب تقدمية مصممة بدقة على مستوى الميكرون، وأنظمة ضغط مؤازرة مع مراقبة الحمولة في الوقت الحقيقي، وفحص الرؤية في الخط القادر على اكتشاف ارتفاع الثقب، وانحراف موضع الثقب، وعيوب السطح بسرعة الإنتاج.
تمتد المواد المعالجة في ختم المعدن إلى نطاق واسع. يتم ختم الفولاذ المدلفن على البارد (SPCC، DC01)، والصفائح المجلفنة كهربائيًا، والفولاذ المجلفن بالغمس الساخن، ودرجات الفولاذ المقاوم للصدأ 304 و430، وسبائك الألومنيوم 1050 و5052، وسبائك النحاس، ونحاس البريليوم بشكل روتيني اعتمادًا على المتطلبات الميكانيكية والمقاومة للتآكل والتوصيل للتطبيق المستهدف. يؤثر اختيار المواد بشكل مباشر على معدل تآكل القالب، وسلوك الزنبرك، وجودة تشطيب السطح، وعمليات التشطيب النهائي - الطلاء، والأكسدة، وطلاء المسحوق - التي سيتطلبها الختم النهائي.
أجزاء الختم الإلكتروني: الدقة في قلب الأجهزة الحديثة
أجزاء الختم الإلكتروني تمثل واحدة من أكثر القطاعات تطلبًا من الناحية الفنية في صناعة ختم المعادن. يجب أن تجمع المكونات المنتجة لتجميعات لوحات الدوائر المطبوعة، والموصلات، والمحطات الطرفية، وعلب التدريع EMI، وملامسات البطارية، وأغطية المفاتيح، وأقواس المستشعرات بين دقة الأبعاد دون المليمترية وخصائص الأداء الكهربائية والحرارية والميكانيكية المحددة - كل ذلك ضمن قيود التكلفة الشديدة التي تفرضها أسواق الإلكترونيات الاستهلاكية التنافسية.
تعد أطراف التوصيل ونوابض الاتصال من بين أجزاء الختم الإلكتروني الأكثر صعوبة في التصنيع. يتم إنتاج هذه الأجزاء من برونز الفوسفور أو نحاس البريليوم أو شريط نحاسي بسماكة تتراوح من 0.1 مم إلى 0.5 مم، وتتطلب قوالب تقدمية متعددة المراحل تعمل في نفس الوقت على إفراغ المظهر الجانبي وتشكيل هندسة الزنبرك وصياغة سطح التلامس بضغطة ضغط واحدة. يتم التحقق من قوة التلامس، ومتانة دورة الإدخال/السحب، ومقاومة التلامس — المطلوبة عادةً أقل من 10 مللي أوم بعد 1000 دورة إدخال — من خلال بروتوكولات الاختبار الخاصة بالتطبيقات بدلاً من شهادات المواد العامة.
علب التدريع EMI ومرفقات الترددات اللاسلكية
علب التدريع EMI عبارة عن أجزاء ختم إلكترونية رقيقة الجدار مكونة من النيكل والفضة أو الفولاذ المدلفن على البارد أو صفائح الفولاذ المقاوم للصدأ بسماكة 0.15-0.3 مم. وتتمثل وظيفتها في احتواء انبعاثات الترددات الراديوية الصادرة عن وحدات المعالجات عالية السرعة، ودوائر الاتصالات اللاسلكية المتكاملة، ودوائر إدارة الطاقة على مركبات ثنائي الفينيل متعدد الكلور ذات الكثافة السكانية العالية. تعد دقة أبعاد محيط العلبة وارتفاعها أمرًا بالغ الأهمية: تؤدي الفجوات التي تتجاوز 0.1 مم في شفة المقعد إلى إنشاء فتحات تؤثر على فعالية التدريع بمقدار 10-20 ديسيبل عند ترددات أعلى من 1 جيجا هرتز، مما يؤدي إلى تدهور أداء راديو الجهاز بشكل مباشر ويحتمل أن يتسبب في فشل الشهادة التنظيمية.
اتصالات البطارية ومحطات الربيع
يجب أن توفر النوابض الملامسة للبطارية في الأجهزة المحمولة قوة اتصال متسقة عبر دورة حياة البطارية الكاملة لإدخالها وإزالتها - عادةً ما تتراوح بين 500 إلى 1000 دورة للأجهزة الاستهلاكية. يتم إنتاج أجزاء الختم الإلكتروني في هذه الفئة من الفولاذ المقاوم للصدأ أو البرونز الفوسفوري مع طلاء الذهب أو النيكل المطبق على طرف الاتصال. تم تحسين هندسة الزنبرك - الكابولي أو الملفوف أو المطوي - من خلال محاكاة العناصر المحدودة أثناء تصميم الأداة لضمان بقاء قوة التلامس داخل النافذة المحددة (عادةً 1–3 نيوتن) عبر مجموعة التسامح الأبعاد الكاملة لخلية البطارية والإسكان.
أجزاء ختم الكمبيوتر المحمول: الدقة الهيكلية في التجميعات الرقيقة
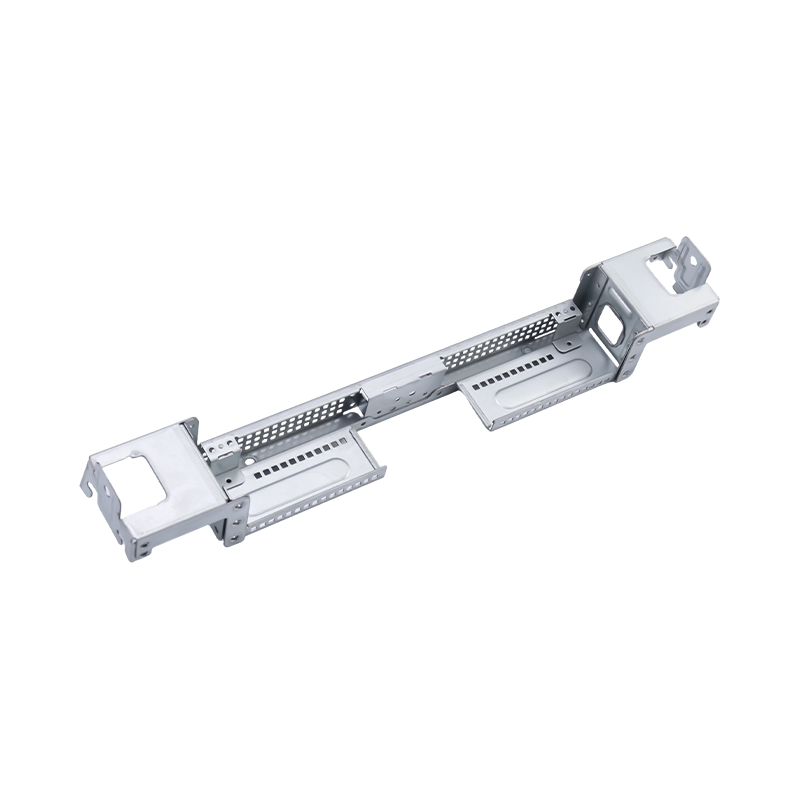
أجزاء ختم الكمبيوتر المحمول تعمل في ظل مجموعة فريدة من القيود التي تميزها عن أجزاء الختم الإلكتروني العامة. يتطلب التوجه المستمر نحو تصميمات أجهزة الكمبيوتر المحمولة الأقل سمكًا والأخف وزنًا - مع سماكة الهيكل الآن بشكل منتظم أقل من 14 ملم وإجمالي أوزان النظام أقل من 1 كجم - مكونات مختومة توفر أقصى قدر من الصلابة الهيكلية عند الحد الأدنى من سمك المادة، مع تركيبها داخل مغلفات التجميع التي يتم قياسها بأعشار المليمتر.
يعد حامل المفصلة واحدًا من أكثر أجزاء ختم الكمبيوتر المحمول تطلبًا ميكانيكيًا في أي تصميم للكمبيوتر المحمول. تتكون دعامات المفصلات من الفولاذ المقاوم للصدأ عالي القوة أو الفولاذ المدرفل على البارد بقوة شد تتجاوز 600 ميجا باسكال، ويجب أن تتحمل الحمل الدوري الناتج عن عمليات فتح الغطاء - والتي يتم تصنيفها عادةً لما يتراوح بين 20000 إلى 30000 دورة في أجهزة الكمبيوتر المحمولة من الدرجة التجارية - دون تشوه دائم أو تشقق السطح. يضمن الختم التدريجي الذي يتبعه سك النقود في مواقع تجويف المفصلات أن قطر التجويف والدقة الموضعية تلبي متطلبات ملاءمة التداخل المحكم لمجموعة دبوس محور المفصلة.
تعد أقواس تقوية الهيكل الداخلي، ومواجهات تثبيت اللوحة الأم، ومشابك الاحتفاظ بالوحدة الحرارية، وإطارات دعم اللوحة الخلفية للوحة المفاتيح، فئات إضافية من أجزاء ختم الكمبيوتر المحمول حيث تعد إدارة تكديس الأبعاد أمرًا بالغ الأهمية. مع قياس تفاوتات التجميع على مستوى النظام بأجزاء من المليمتر، يجب أن يصل كل ختم باستمرار إلى نافذة التسامح الفردية الخاصة به - عادةً ±0.1 مم في مواضع الثقب و±0.05 مم في التركيبات الحرجة - للسماح بالتجميع الآلي دون تعديل يدوي. يتم تطبيق المعالجات السطحية بما في ذلك طلاء النيكل غير الكهربي، والأكسيد الأسود، وطلاء التحويل الكيميائي على هذه الأجزاء لتلبية متطلبات مقاومة التآكل وموصلية التأريض.
أجزاء ختم الأجهزة المنزلية: متانة مصممة لعقود من الخدمة
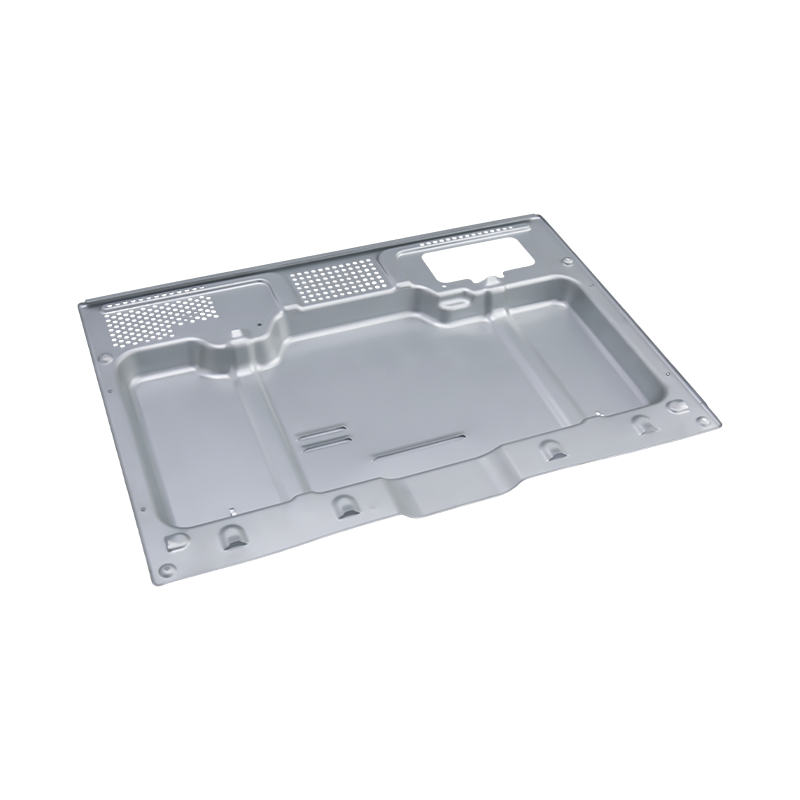
تعمل أجزاء ختم الأجهزة المنزلية بمثابة الهيكل الهيكلي والوظيفي الأساسي للثلاجات والغسالات ومكيفات الهواء وأفران الميكروويف. على عكس الأجهزة الإلكترونية الاستهلاكية - حيث يكون عمر المنتج من ثلاث إلى خمس سنوات نموذجيًا - تم تصميم الأجهزة المنزلية الرئيسية لمدة تتراوح بين عشرة إلى خمسة عشر عامًا من التشغيل المستمر في البيئات المنزلية التي تشمل الرطوبة ودورة درجة الحرارة والاهتزاز والتعرض للمواد الكيميائية من عوامل التنظيف. يجب أن تتوافق المكونات المعدنية المختومة داخل هذه المنتجات مع توقعات المتانة هذه.
يعكس اختيار المواد لأجزاء ختم الأجهزة المنزلية متطلبات عمر الخدمة الطويل هذه. توفر الألواح الفولاذية المجلفنة (بالغمس الساخن أو المجلفن بالكهرباء) الحماية من التآكل في الألواح الداخلية ومكونات الهيكل المعرضة لعوامل التكثيف والتنظيف. تم تخصيص درجة الفولاذ المقاوم للصدأ 430 للأسطح الخارجية المرئية ومكونات الأسطوانة الداخلية في الغسالات حيث يعتبر المظهر التجميلي ومقاومة البقع من المتطلبات المتميزة. يتم استخدام صفائح سبائك الألومنيوم - عادةً 3003 أو 5052 - في زعانف المبادل الحراري والألواح الأمامية المزخرفة حيث يكون تقليل الوزن والتوافق مع الأكسدة من الأولويات.
الأدوار الهيكلية: الأقواس والهيكل وقطع التوصيل
داخل مجموعة الأجهزة، تؤدي أجزاء ختم الأجهزة المنزلية ثلاث وظائف هيكلية أساسية. تعمل دعامات تثبيت المحرك على تثبيت المحركات الداخلية — الضواغط في الثلاجات، ومحركات التشغيل في الغسالات، ومحركات المروحة في الوحدات الداخلية لمكيفات الهواء — في إطار الجهاز بصلابة كافية لعزل الاهتزاز ومنع فشل الكلال في مواقع التثبيت طوال عمر المنتج. تشكل أختام الهيكل الهيكل العظمي الحامل الذي يدعم جسم الجهاز، ويحمل وزن المكونات الداخلية، ويوفر مرجع الأبعاد الذي يتم من خلاله الرجوع إلى جميع عمليات التجميع. تربط قطع التوصيل التجميعات الفرعية الرئيسية، وتنقل الأحمال الميكانيكية بين الإطار الهيكلي، ومفصلات الأبواب، وهياكل تركيب لوحة التحكم، وأقواس توجيه مجموعة الأنابيب أو الأسلاك.
متطلبات مراقبة الجودة لأختام الأجهزة
يتم إجراء فحوصات صارمة للجودة أثناء إنتاج أجزاء ختم الأجهزة المنزلية لتتناسب مع متطلبات عمر الخدمة الطويل للأجهزة المنزلية. يتم التحقق من معلمات الفحص التالية بشكل روتيني عند الفحص الوارد ونقاط التحكم أثناء العملية والقبول النهائي:
- التسطيح ودقة النموذج: يتم فحص ألواح الهيكل وأسطح تركيب الدعامات على الألواح السطحية أو تركيبات CMM للتأكد من التسطيح ضمن المواصفات - عادةً 0.3-0.8 مم على طول اللوحة بالكامل - لضمان ملاءمة التجميع بشكل صحيح ومنع تركيز الضغط عند نقاط التثبيت.
- مقاومة التآكل: يتحقق اختبار رش الملح وفقًا لمعيار ISO 9227 - من 72 إلى 240 ساعة اعتمادًا على التطبيق - من أن نظام الطلاء (طلاء الزنك، أو الجلفنة، أو طبقة المسحوق) يوفر الحماية الكافية لبيئة الخدمة المقصودة.
- التحقق الأبعاد من الميزات الهامة: يتم قياس أقطار الفتحات والمسافات من الحافة إلى الفتحة وزوايا الحافة المنحنية في واجهات التجميع بواسطة مقارن بصري أو آلة قياس إحداثية عند ترددات أخذ عينات محددة للتأكد من بقاء الأجزاء ضمن نافذة التسامح طوال فترة الإنتاج.
- التحكم في ارتفاع الأزيز: يتم فحص الحواف المكشوفة والثقوب المثقوبة للتأكد من ارتفاع الثقب - المطلوب عادةً أقل من 0.1 مم - لمنع تلف عزل الأسلاك، وإصابة المشغل أثناء التجميع، وتركيز الضغط الذي قد يؤدي إلى حدوث تشققات الكلال أثناء تشغيل الجهاز.
مقارنة متطلبات التطبيق عبر قطاعات الختم
تشترك الأجزاء الأساسية الثلاثة - أجزاء الختم المعدنية العامة، وأجزاء الختم الإلكتروني، وأجزاء ختم الكمبيوتر المحمول، وأجزاء ختم الأجهزة المنزلية - في نفس عملية التصنيع الأساسية ولكنها تتباعد بشكل كبير في درجة المواد، وتسامح الأبعاد، والانتهاء من السطح، ومتطلبات بيئة الخدمة. يلخص الجدول أدناه الاختلافات الرئيسية لدعم قرارات المواصفات والمصادر:
| السمة | أجزاء الختم الإلكتروني | أجزاء ختم الكمبيوتر المحمول | قطع ختم الأجهزة المنزلية |
|---|---|---|---|
| سمك المادة النموذجي | 0.1 – 0.5 ملم | 0.3 – 1.0 ملم | 0.5 – 2.5 ملم |
| المواد الرئيسية | برونز الفوسفور، نحاس البريليوم، النيكل والفضة | فولاذ مقاوم للصدأ عالي القوة، فولاذ ملفوف على البارد | الفولاذ المجلفن، الفولاذ المقاوم للصدأ 430، سبائك الألومنيوم |
| التسامح الأبعاد | ±0.02 – ±0.05 ملم | ±0.05 – ±0.10 ملم | ±0.10 – ±0.30 ملم |
| التركيز على الأداء الأساسي | الموصلية، قوة الاتصال، توهين EMI | تعب الحياة، والصلابة، وتقليل الوزن | مقاومة التآكل، والقدرة على التحميل الهيكلي |
| المعالجة السطحية | طلاء الذهب، طلاء النيكل، طلاء القصدير | النيكل اللاكهربائي، الأكسيد الأسود، التحويل الكيميائي | الجلفنة بالغمس الساخن، طبقة المسحوق، الأكسدة |
| عمر خدمة التصميم | 3 - 5 سنوات (دورة المستهلك) | 3 - 7 سنوات | 10 - 15 سنة |

تحديد مصادر أجزاء الختم المعدنية: ما يجب تقييمه في المورد
يتطلب اختيار مورد ختم قادر تقييم البنية التحتية التقنية وأنظمة إدارة الجودة والقدرة الإنتاجية بالتوازي. إن أدنى عرض سعر للوحدة من المورد دون إمكانية التحقق من صحة الأدوات، ومعدات الفحص أثناء العملية، والتحكم في المعالجة السطحية سوف يؤدي باستمرار إلى إنتاج تكلفة إجمالية أعلى من خلال إعادة العمل، وتوقف الخطوط، والعودة الميدانية. توفر المعايير التالية إطارًا منظمًا للتقييم:
- تصميم الأدوات والقدرة على الصيانة: يعد تصميم القالب التقدمي الداخلي، ومعدات غرفة أدوات CNC، والجداول الزمنية الموثقة لصيانة القالب بمثابة مؤشرات للمورد الذي يمكنه التحكم في جودة الجزء من خلال أصول الأدوات بدلاً من الاعتماد على الفرز.
- نطاق سعة الصحافة: يشير أسطول الموردين الذي يمتد من مكابس الطاولة بوزن 25 طنًا إلى مكابس ذات إطار فجوة بوزن 400 طن أو مكابس جانبية مستقيمة إلى القدرة على التعامل مع كل من أجزاء الختم الإلكترونية الدقيقة وأجزاء ختم الأجهزة المنزلية ذات القياس الثقيل ضمن علاقة مصدر واحدة.
- البنية التحتية للقياس والتفتيش: تشير قدرة CMM والمقارنات البصرية وأجهزة اختبار خشونة السطح وغرف اختبار رش الملح في الموقع إلى أن المورد يمكنه إنشاء بيانات جودة موضوعية بدلاً من الاعتماد على الفحص البصري وحده.
- الشهادات: ISO 9001:2015 كنظام أساسي لإدارة الجودة؛ IATF 16949 للمشاركة في سلسلة توريد السيارات؛ ISO 14001 للإدارة البيئية - ذو أهمية خاصة عندما تتضمن عمليات معالجة الأسطح مواد كيميائية خاضعة للرقابة.
- إمكانية تتبع المواد: تسمح شهادات المصنع المرتبطة بسجلات دفعة الإنتاج لفرق تحليل الفشل بتتبع العيوب الميدانية مرة أخرى إلى درجات حرارة المواد المحددة وعمليات المعالجة - وهو مطلب غير قابل للتفاوض لأجزاء ختم الكمبيوتر المحمول وأجزاء الختم الإلكترونية المتوفرة في الأسواق النهائية المنظمة.
المنشور السابق
خفيفة الوزن وعالية الدقة: استراتيجيات قالب السحب العميق التي تقود ابتكار لوحة هيكل السيارة الكهربائية
المشاركة التالية
من ألواح الجسم إلى أغلفة البطاريات: الهندسة التي تقف وراء قوالب الرسم العميق للسيارات
لدينا المنتجات.
ابدأ عملك مع إحدى الشركات المصنّعة للمعدات الأصلية هنا!
تزويد العملاء العالميين بحلول متكاملة جاهزة للاستخدام
من خلال
الابتكار!
روابط سريعة
أخبار
معلومات الاتصال.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
حقوق الطبع والنشر © سوتشو Shuangqisi قوالب المعدات المحدودة جميع الحقوق محفوظة. يموت ختم مخصص مصنعي قوالب ختم المعدن
