-
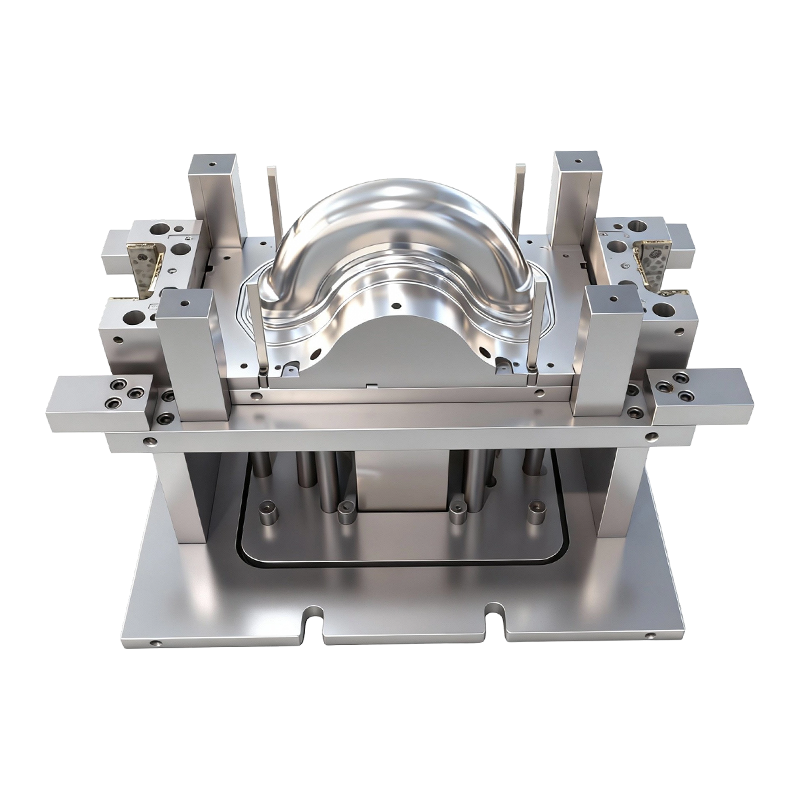
قالب رسم عميق للعجلات الأمامية والخلفية للسيارات الكهربائية ذات العجلتين
قالب الرسم العميق للعجلات الأمامية والخلفية للس...
-
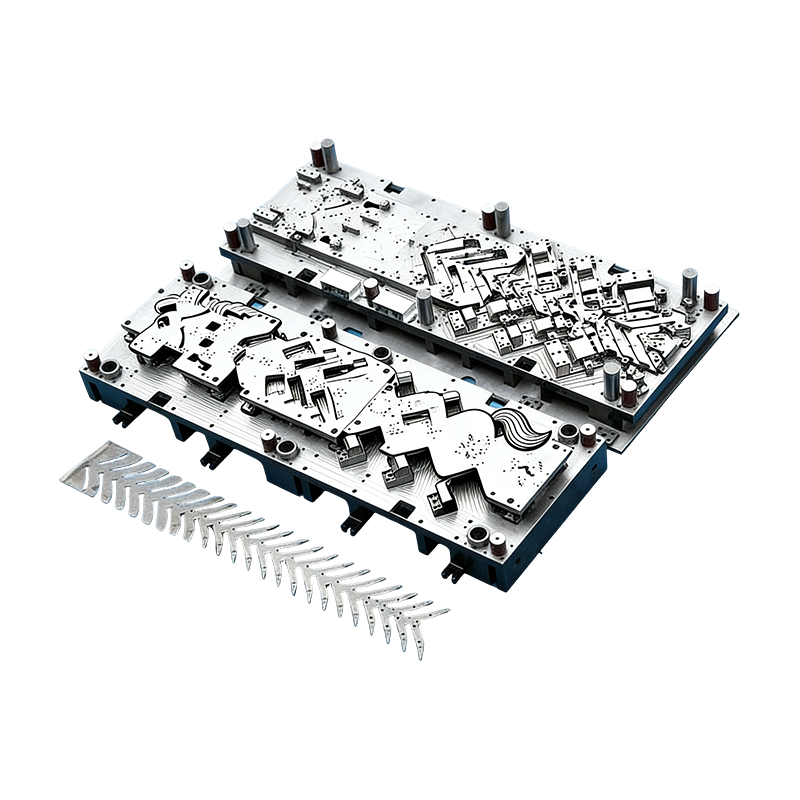
القوالب التقدمية لقطع غيار السيارات
تم تصميم هذا القالب المستمر لغطاء محرك السيارة ...
-
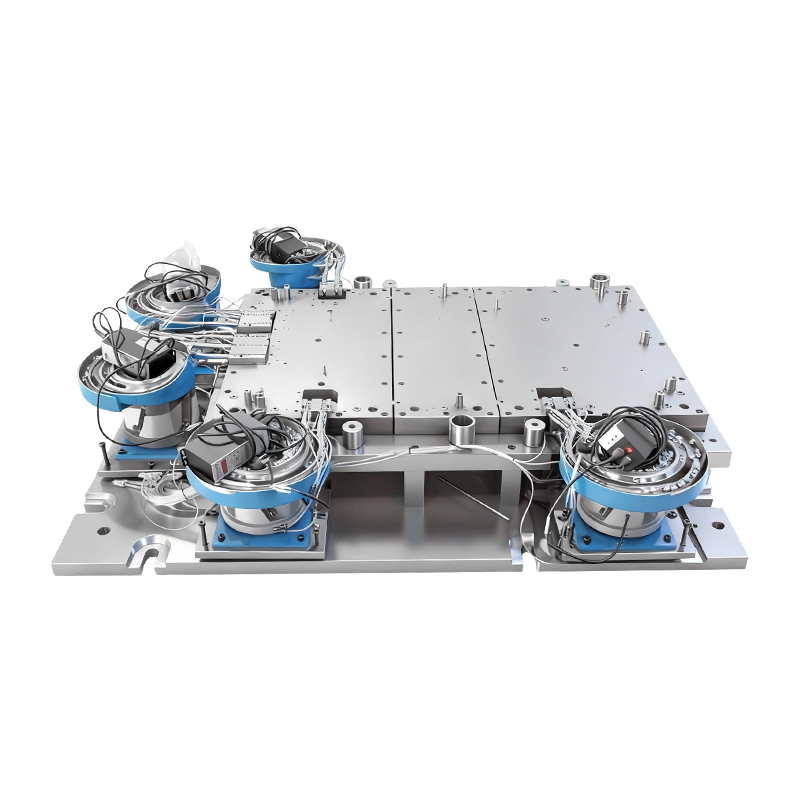
قالب التثبيت التلقائي لقاعدة آلة الكمبيوتر الكبيرة
يتكامل قالب التثبيت الأوتوماتيكي لقاعدة ماكينات...
-
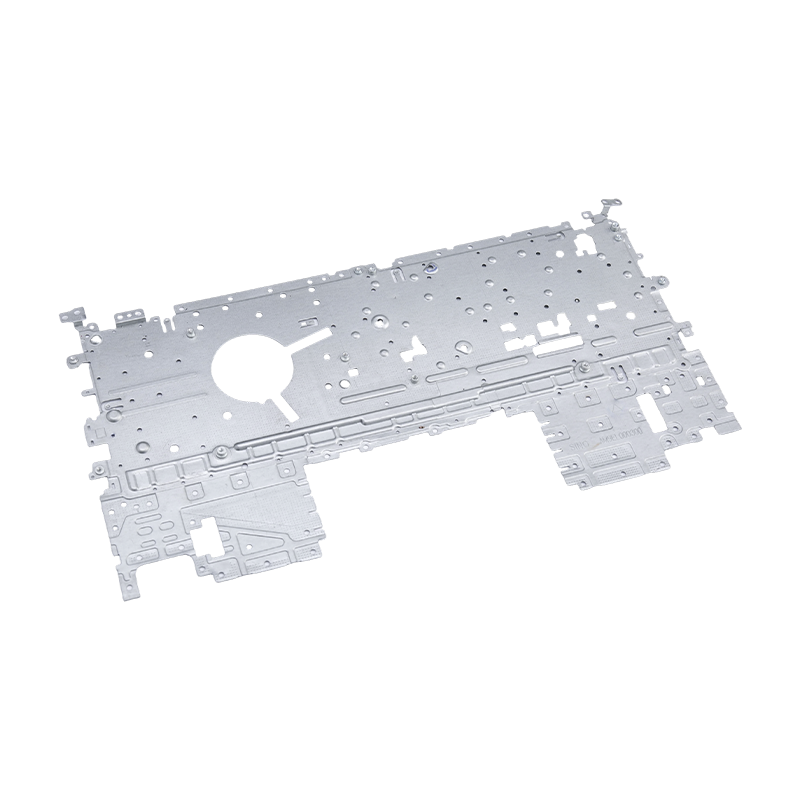
أجزاء ختم الكمبيوتر المحمول
إن أجزاء ختم الكمبيوتر المحمول الخاصة بنا عبارة...
-
أجزاء ختم الفرن الراقية
إن أجزاء ختم الفرن المتطورة لدينا عبارة عن مكون...
-
أجزاء ختم الكمبيوتر الكبيرة الراقية
إن أجزاء ختم الكمبيوتر الكبيرة المتطورة الخاصة ...
أخبار الصناعة
الصفحة الرئيسية / أخبار / أخبار الصناعة / أجزاء ختم غطاء البطارية لحاويات بطاريات تخزين الطاقة والمركبات الكهربائية
أجزاء ختم غطاء البطارية لحاويات بطاريات تخزين الطاقة والمركبات الكهربائية
2026-06-16
نادرًا ما تفشل حزمة البطارية التي تفشل في الميدان بسبب الخلايا. في أغلب الأحيان، يكون السبب الجذري هو عدم إغلاق الغطاء، أو عدم محاذاة الشفة، أو تشقق قاعدة التثبيت بسبب الاهتزاز. تعد أجزاء ختم غطاء البطارية هي الخط الأول للدفاع الهيكلي والبيئي لكل نظام بطاريات للسيارات الكهربائية والصناعية وبطاريات تخزين الطاقة - وقد تم تشديد معايير التسامح التي يجب أن تستوفيها بشكل كبير مع ارتفاع الفولتية وكثافة الطاقة.
تتناول هذه المقالة المواد والعمليات ومتطلبات الأبعاد وخيارات التخصيص التي تحدد جزءًا ختم غطاء البطارية الجاهز للإنتاج - وما يجب التحقق منه عند تأهيل المورد.

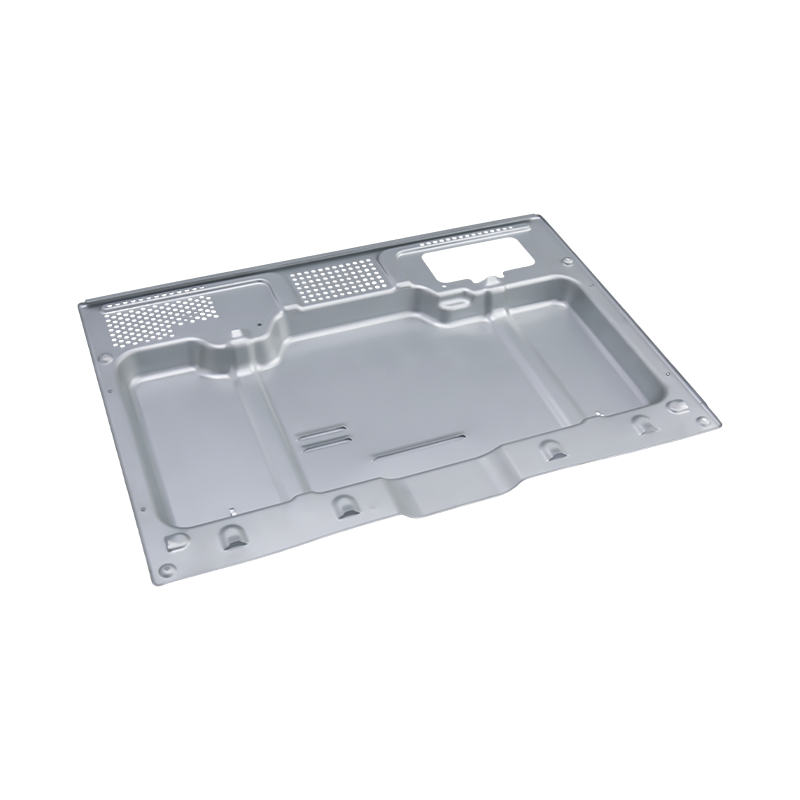
ما الذي تفعله أجزاء ختم غطاء البطارية فعليًا
يحتوي غطاء حاوية البطارية على ثلاث وظائف متزامنة. من الناحية الهيكلية، يجب أن تحافظ على هندستها تحت الأحمال الميكانيكية لتجميع المركبات، واهتزاز الطريق، والتدوير الحراري دون تشويه أو نقل الضغط إلى الخلايا الموجودة تحتها. من الناحية البيئية، يجب أن تحقق وتحافظ على سلامة الختم IP67 أو IP68 - مما يعني عدم دخول الغبار وعدم اختراق المياه في ظل الغمر المستمر. من الناحية الوظيفية، يجب أن تتفاعل بدقة مع غلاف البطارية، وموصل الجهد العالي، وأي قنوات تبريد مدمجة في تصميم العبوة.
إن تلبية جميع المتطلبات الثلاثة في مكون واحد مختوم - بدلاً من بديل آلي أو مصبوب - هو ما يجعل الختم العميق هو العملية المفضلة لإنتاج البطاريات ذات الحجم الكبير. ختم يسلم أبعاد متسقة وتفاوتات ضيقة (±0.01 مم – ±0.05 مم) بمعدلات إنتاج لا يمكن أن تتطابق مع عمليات الصب والتصنيع الآلي، مع الحفاظ على تكلفة الجزء الواحد منخفضة بما يكفي لسلاسل توريد OEM التي تعمل على نطاق واسع.
اختيار المواد: الفولاذ المدلفن على البارد، سبائك الألومنيوم، أو الفولاذ المقاوم للصدأ
إن اختيار مادة الركيزة يحدد السقف لكل مقياس أداء يمكن أن يحققه الغطاء - مقاومة التآكل، والوزن، وقابلية التشكيل، وقابلية اللحام، والتكلفة. تهيمن ثلاث عائلات مادية على تطبيقات غطاء البطارية.
الصلب المدلفن على البارد يوفر قوة شد عالية وقابلية تشكيل ممتازة بتكلفة منخفضة للمواد الخام. إنه الاختيار القياسي لحاويات البطاريات الصناعية وأنظمة تخزين الطاقة حيث يكون الوزن مصدر قلق ثانوي والصلابة الهيكلية هي المتطلب الأساسي. عادةً ما يتم تطبيق معالجات ما بعد الختم للأسطح - طلاء الزنك، أو الطلاء الإلكتروني، أو طلاء المسحوق - لتلبية أهداف مقاومة التآكل.
سبائك الألومنيوم، وخاصة الدرجات 3003 و 5052، هي المادة السائدة في أغطية بطاريات السيارات الكهربائية حيث يؤثر وزن العبوة بشكل مباشر على نطاق السيارة. توفر السبائك 3003 قابلية تشكيل جيدة وقوة متوسطة، مما يجعلها مناسبة تمامًا لهندسة الغطاء ذات السحب الضحل. توفر السبائك 5052 قوة أعلى ومقاومة فائقة للتآكل، وهو المفضل للأغطية المعرضة للتكثيف أو سائل التبريد أو رذاذ الطريق. كلا الصفين يسحبان بعمق بشكل نظيف ويقبلان طلاء الأنودة أو التحويل لمزيد من الحماية.
الفولاذ المقاوم للصدأ تم تحديده للتطبيقات التي تتطلب مقاومة متأصلة للتآكل دون معالجة سطحية إضافية - أنظمة تخزين الطاقة الثابتة في البيئات الرطبة، أو حزم البطاريات البحرية، أو أي تطبيق حيث لا يمكن ضمان التصاق الطلاء طوال عمر المنتج. يتطلب معدل تصلب العمل العالي أدوات مصممة بعناية لمنع الارتداد والحفاظ على ثبات الأبعاد بعد التشكيل.
عمليات الرسم العميق والختم المتقدمة
معظم أغطية البطاريات ليست فراغات مسطحة بسيطة. إنها تشتمل على قنوات إغلاق مجوفة، وفلنجات مرتفعة، ورؤوس مدمجة، وخطوط معقدة تتطلب تسلسلات ختم قالب تقدمية متعددة المراحل أو نقل. الرسم العميق - سحب لوح مسطح من المعدن إلى شكل ثلاثي الأبعاد باستخدام الثقب والقالب - هو العملية الأساسية، لكن المكون النهائي يمر عادةً عبر محطات إضافية للتشذيب والثقب والسك والتشفيه قبل أن يغادر المطبعة.
يحدد التحكم في العملية في كل محطة ما إذا كان الجزء النهائي يفي بالتسامح. يتحكم ضغط الحامل الفارغ في تدفق المواد ويمنع التجاعيد؛ يسمح الضغط غير الكافي بإبزيم الحافة، بينما يؤدي الضغط الزائد إلى تمزق نصف قطر السحب. تؤثر إدارة التشحيم على حالة السطح — تشطيب سطح أملس يبلغ Ra ≥ 0.8μm يمكن تحقيقه على ركائز الألومنيوم والفولاذ عندما تتم مطابقة هندسة الأدوات وسمك طبقة التشحيم بشكل صحيح.
يعد عدم التسامح مطلقًا مع الأزيز مطلبًا غير قابل للتفاوض بالنسبة لأغطية البطاريات. نتوء في أخدود الختم يقطع سطح تلامس الحشية ويخلق مسارًا للتسرب؛ يمكن للنتوء الموجود على الحافة الداخلية أن ينتقل إلى مكدس الخلايا. يتطلب تحقيق حواف خالية من النتوءات باستمرار في الإنتاج الضخم الحفاظ على الأدوات مع خلوص محكم - عادة ما يكون من 5 إلى 8% من سُمك المادة للصلب، وأعرض قليلاً للألمنيوم - وفترات زمنية منتظمة لفحص القالب تتم معايرتها وفقًا لحجم الإنتاج.
أداء الختم: متطلبات IP67 وIP68
يتطلب IP67 أن يتحمل العلبة الغمر في ما يصل إلى متر واحد من الماء لمدة ثلاثين دقيقة دون دخول. يمتد IP68 إلى الانغماس المستمر على عمق متفق عليه بين الشركة المصنعة والمستخدم النهائي - عادة 1.5 متر لمدة 30 دقيقة في تطبيقات السيارات، على الرغم من أن مصنعي المعدات الأصلية للمركبات الكهربائية يحددون في كثير من الأحيان ظروفًا أكثر تطلبًا.
يعتمد تحقيق هذه التصنيفات من الغطاء المختوم على ثلاثة عوامل: استواء شفة الختم، والانتهاء من سطح الأخدود أو الخرزة التي تتصل بالحشية، والاتساق الأبعاد لنمط ثقب الترباس الذي يضغط الختم. يعد انحراف تسطيح الحافة بمقدار 0.1 مم على مدى عملية إغلاق طويلة كافيًا لإنشاء فجوة يمكن أن يخترقها الماء تحت الضغط. وهذا هو السبب في أن التسامح الأبعاد في ميزات الختم يكون أكثر إحكامًا من الميزات الهيكلية - عادةً ± 0.01 مم على عمق الأخدود وعرض حبة الختم.
لدينا أجزاء ختم السيارات وبطارية EV الدقيقة يتم تصنيعها باستخدام هندسة أخدود الختم التي تم التحقق من صحتها وفقًا لمواصفات موردي الحشية قبل الانتهاء من أدوات الإنتاج، مما يزيل مخاطر مجموعة الضغط ومسار التسرب التي تنشأ من عدم تطابق أدوات تصميم البعد الاسمي مع البعد الاسمي.
لدينا Battery Cover Stamping Parts: Specification Overview
لدينا battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
تتميز الأجزاء بسطح أملس (Ra ≥ 0.8μm)، مع عدم تحمل أي نتوءات وعدم تشوه، مما يحمي نوى البطارية بشكل فعال من الغبار والرطوبة والتأثيرات الخارجية مع تحقيق سلامة الختم IP67/IP68. وهي تدعم التكامل السلس مع أغلفة البطاريات، ويمكن تخصيصها باستخدام أذرع تثبيت متكاملة، أو أخاديد مانعة للتسرب، أو ثقوب، أو حواف، أو هياكل ثني بناءً على احتياجات التثبيت المحددة، بما في ذلك أحكام الموصلات عالية الجهد وواجهات التبريد.
مع الاستقرار الهيكلي الممتاز ومقاومة التآكل، تعمل أجزاء ختم بطارية EV هذه على تعزيز السلامة العامة والمتانة لأنظمة البطاريات. إنها مناسبة ل الإنتاج الضخم (500 ألف – 10 ملايين قطعة/السنة) ، مما يضمن فعالية التكلفة والإمدادات الموثوقة لمصنعي المعدات الأصلية والمصنعين للبطاريات، مدعومًا بشهادة الجودة IATF 16949.
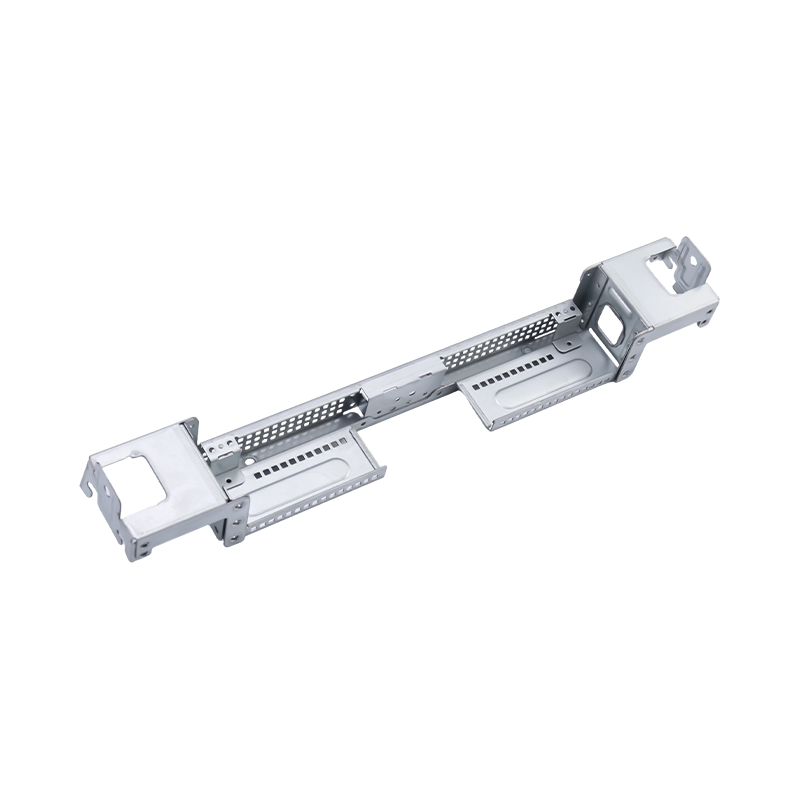
التخصيص: الرؤساء، والأخاديد، والفلنجات، والواجهات الوظيفية
لا يوجد تصميمان لحزمة البطاريات يشتركان في هندسة الغطاء المتطابقة. تختلف منصات المركبات الكهربائية في تنسيق الخلية (الأسطواني، المنشوري، الحقيبة)، وترتيب الوحدة، وبنية الإدارة الحرارية، وموضع الموصل - وينتشر كل اختلاف في تصميم الغلاف كمجموعة مختلفة من الميزات.
تنقسم متطلبات التخصيص الأكثر شيوعًا إلى خمس فئات. زعماء التركيب — وسادات مرتفعة ذات فتحات ملولبة أو فتحات خلوص — حدد مكان الغطاء الموجود على مبيت البطارية وقم بتوزيع حمل التثبيت بعيدًا عن واجهة الغلق. ختم الأخاديد يجب أن تكون مطابقة من حيث العرض والعمق ونصف القطر لمواصفات الحشية أو الحلقة الدائرية، مع تفاوتات ضيقة بما يكفي لضمان نسبة الضغط المحددة عبر نطاق الإنتاج الكامل. القواطع والثقوب المثقوبة يجب وضع الموصلات والفتحات وأجهزة الاستشعار بالنسبة لمحيط الختم بنفس دقة ميزات تزاوج الغطاء على الهيكل. الشفاه والهياكل الانحناء إضافة الصلابة، أو إنشاء ميزات تحديد موقع التجميع، أو تشكيل نقاط ربط للوحدات النمطية المجاورة. واجهات التبريد - فترات الاستراحة أو الميزات التي تربط الغطاء بدائرة تبريد سائلة - تتطلب تحكمًا وثيقًا في الأبعاد بشكل خاص لضمان اتصال خالي من التسرب بمشعبات التبريد.
كل هذه الميزات يمكن تحقيقها من خلال عملية الرسم العميق والختم التدريجي. الشرط الأساسي الحاسم هو أن يتم تصميم الأدوات من البداية مع أخذ تفاوتات الإنتاج في الاعتبار، وليس الأبعاد الاسمية - لأن الميزة التي تكون صحيحة هندسيًا في نموذج ثلاثي الأبعاد ولكنها مُصممة بأدوات اسمية مع عدم وجود هامش لقدرة العملية ستنتج رفضًا في اللحظة التي تنحرف فيها ظروف العملية.
لدينا قدرات تصميم قوالب السحب العميق للسيارات والمركبات الكهربائية تأكد من تصميم كل ميزة مخصصة لتحقيق استقرار الإنتاج بدءًا من تجربة القالب الأولى، مما يقلل دورات التكرار بين الموافقة على النموذج الأولي وإطلاق الإنتاج الضخم.
القدرة على الإنتاج الضخم وضمان الجودة
يحتاج مصنعو المعدات الأصلية للبطاريات وموردو المستوى الأول إلى أكثر من مجرد قطعة تجتاز فحص العينة. إنهم بحاجة إلى سلسلة توريد قادرة على التسليم 500.000 إلى 10 ملايين جزء أو أكثر سنويًا بجودة متسقة وفترات زمنية يمكن التنبؤ بها ونظام إدارة الجودة الذي يولد البيانات اللازمة لدعم عمليات تدقيق العملاء والتقديمات التنظيمية.
شهادة IATF 16949 هي معيار الجودة الأساسي لسلاسل توريد السيارات. وينص على أن تكون عمليات التحكم في العمليات الإحصائية، وتحليل نظام القياس، وعمليات الموافقة على أجزاء الإنتاج موجودة وموثقة - ليس فقط عند إطلاق المورد، ولكن بشكل مستمر طوال عملية الإنتاج. بالنسبة لختم غطاء البطارية على وجه التحديد، فهذا يعني أن الأبعاد الحرجة لميزات الختم، واستواء الحافة، وموضع الثقب يتم قياسها وفقًا لخطة أخذ عينات محددة لكل دفعة إنتاج، مع توجيه النتائج ومراجعتها وفقًا لحدود التحكم.
عندما تتجاوز أحجام الإنتاج بضع مئات الآلاف من الأجزاء سنويًا، تصبح عملية الختم الآلي ضرورية للحفاظ على الاتساق. تسمح تقنية الضغط المؤازر بالتحكم في القوة والموضع في كل مرحلة من مراحل الشوط، مما يعوض تغير سمك المادة وتآكل القالب بطريقة لا تستطيع المكابس الميكانيكية ذات السرعة الثابتة القيام بها. لدينا ختم معدات التشغيل الآلي يدمج التحكم في الضغط، والاستشعار الداخلي، وفحص الأجزاء للحفاظ على استقرار الأبعاد عبر فترات الإنتاج الطويلة دون زيادة تدخل المشغل.
يتم توفير شهادة المواد الواردة، وتقارير فحص المادة الأولى، وتقارير قياس الأبعاد، والتحقق من تشطيب السطح كوثائق قياسية لكل أمر إنتاج - مما يمنح فرق الشراء والجودة سجلات التتبع اللازمة لدعم التزامات العملاء الخاصة بهم.
تأهيل مورد ختم غطاء البطارية: ما الذي يجب التحقق منه
يجب أن تتجاوز عملية تأهيل المورد لأجزاء ختم غطاء البطارية مراجعة العينة. هذه هي المجالات التي تحدد ما إذا كان المورد يمكنه الحفاظ على الجودة من حيث الحجم، وليس فقط إنتاج عينات مقبولة.
برنامج ملكية وصيانة الأدوات. تأكد من من يملك أدوات الإنتاج وما هو الفاصل الزمني لصيانة القالب. المورد الذي يؤخر الصيانة لزيادة وقت تشغيل الضغط إلى أقصى حد سوف ينتج في النهاية أجزاء غير مسموح بها دون سابق إنذار.
إمكانية القياس على ميزات الختم. اطلب بيانات قياس R&R حول قياسات أخدود الختم وتسطيح الحافة. لا يمكن لنظام القياس الذي يحتوي على أكثر من 10% من التباين بالنسبة لنطاق التسامح أن يميز بشكل موثوق بين الأجزاء المطابقة والأجزاء غير المطابقة.
إمكانية تتبع المواد. يجب أن يكون الألومنيوم والفولاذ المستخدم في البطاريات قابلين للتتبع من خلال شهادة المصنع. بالنسبة لسلاسل التوريد المعتمدة من IATF، يعد هذا أمرًا إلزاميًا؛ بالنسبة للتطبيقات غير المتعلقة بالسيارات، لا تزال هذه هي الطريقة الوحيدة للتحقق من أن المادة تتوافق مع السبائك والمزاج المحددين.
عملية الانتقال من النموذج الأولي إلى الإنتاج. سيحدد المورد الذي لديه عملية APQP (التخطيط المتقدم لجودة المنتج) حالات الفشل المحتملة للعملية قبل قطع أدوات الإنتاج - مما يقلل من خطر تأخير الإطلاق الناجم عن مشكلة التصميم للتصنيع التي كانت مرئية من الرسم ولكن لم تتصاعد أبدًا.
بالنسبة لمصنعي المعدات الأصلية والمصنعين للبطاريات الذين يقومون بتقييم شركاء الختم، لدينا خدمات تطوير وتأهيل الختم المخصص يتم تنظيمها حول هذه المتطلبات بالضبط - بدءًا من المراجعة الأولية لسوق دبي المالي وحتى تقديم PPAP وحتى إنتاج الحالة المستقرة.
المنشور السابق
سبائك فولاذية عالية الصلابة في قوالب الختم
المشاركة التالية
أجزاء الختم المعدني للأجهزة المنزلية: المواد والدقة والحلول المخصصة
لدينا المنتجات.
ابدأ عملك مع إحدى الشركات المصنّعة للمعدات الأصلية هنا!
تزويد العملاء العالميين بحلول متكاملة جاهزة للاستخدام
من خلال
الابتكار!
روابط سريعة
أخبار
معلومات الاتصال.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
رقم 118 طريق يشين، منطقة ووجيانغ للتنمية الاقتصادية، سوتشو، الصين
حقوق الطبع والنشر © سوتشو Shuangqisi قوالب المعدات المحدودة جميع الحقوق محفوظة. يموت ختم مخصص مصنعي قوالب ختم المعدن
